



H₂ SO₄ Alkylation
Process Description
Olefins (C3-C4) from the FCC unit are combined with isobutane (i-C4). Concentrated Sulfuric Acid (H₂ SO₄) is then mixed in and fed to the reactor that is operated with refrigeration to minimize the formation of by-products. The alkylation reaction takes place, combining the olefins with the isobutane to form the alkylate product, which consists of high octane value products that are later blended into the gasoline pool. The hydrocarbons leaving the reactor mostly consist of alkylate, unreacted isobutane, n-butane, and propane.
The acid and alkylate products are separated by a settler, and the acid is recovered for re-use in the reactor. The reactor hydrocarbons are separated by the main fractionator where the isobutane is recycled to the reactor, alkylate is drawn from the bottom, and an n-butane product stream is separated from a side stream.
The light ends of the process fluids are used in the refrigeration loop and a side stream is passed through a propane stripper to recover propane. Effective separation is a critical component of an efficient, reliable, and safe sulfuric acid alkylation process.
Refinery Needs
- Equipment reliability/minimized corrosion to meet 4-6 year refinery turn around schedule
- Meet product specs for high octane value alkylate and caustic free propane
- Low acid makeup costs by minimizing acid dilution from wet feedstocks
- Maintain high levels of safety by avoiding any equipment failures that could lead to fugitive acid emissions
Production Challenge/Pall Solution
| Challenge | Solution |
|---|---|
| Meet product specifications. | Improve refinery productivity and product specifications by removal of water from the olefin and isobutane hydrocarbon reactor feed streams and by removing any carryover caustic in the propane.
|
| Protect fractionator towers from corrosion & plugging. | Improve protection of main fractionator/isobutane stripper and propane stripper.
|
| Control acid makeup costs. | Ensure the high sulfuric acid strength is maintained.
|
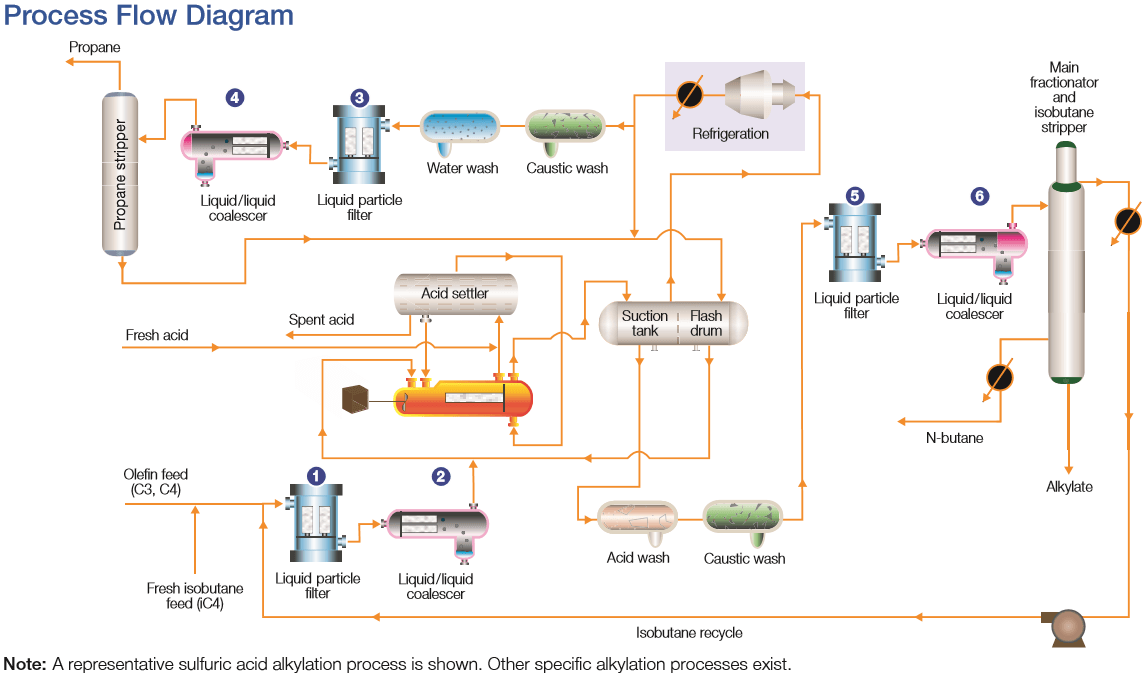
Key Application/Filter Recommendations (other applications not shown)
| Diagram number | Application | Pall Product | Customer Benefits |
|---|---|---|---|
| 1,3,5 | Pre-filtration prior to liquid/liquid coalescer | Lower operating costs by improving the life of the liquid/liquid coalescer
|
|
| 2 | Feed/isobutane recycle stream water removal | AquaSep XS (or PhaseSep® EL liquid/liquid coalescer ) | Prevent dilution of acid catalyst and potential for corrosion and poor product yields
|
| 4 | Caustic removal from feed to propane stripper | PhaseSep® EL Liquid/Liquid coalescers | Reduce corrosion in propane stripper and meet propane quality spec
|
| 6 | Caustic removal from feed to main fractionator/isobutane stripper | PhaseSep® EL Liquid/Liquid coalescers | Reduce corrosion in main fractionator and meet butane and alkylate purity specs
|
For fast track upgrades, NO CAPEX:
Pall filter and coalescer retrofits enable a move to Pall quality without change to your existing filter housing
Pall filter and coalescer housing rentals enable a technology upgrade for rapid problem resolution
For more information on improving the efficiency of your processes, contact our team of filtration experts.

-
H₂ SO₄ Alkylation
Download:
Our Products
Leading the Industry with product solutions that fit your customers needs.
Let’s find the right solution, together.
Let’s connect. We want to share our innovative filtration solutions with you today. Contact our knowledgeable subject matter experts for information on how we can help. Thank you and we look forward to assisting you shortly.