O que é coqueamento?
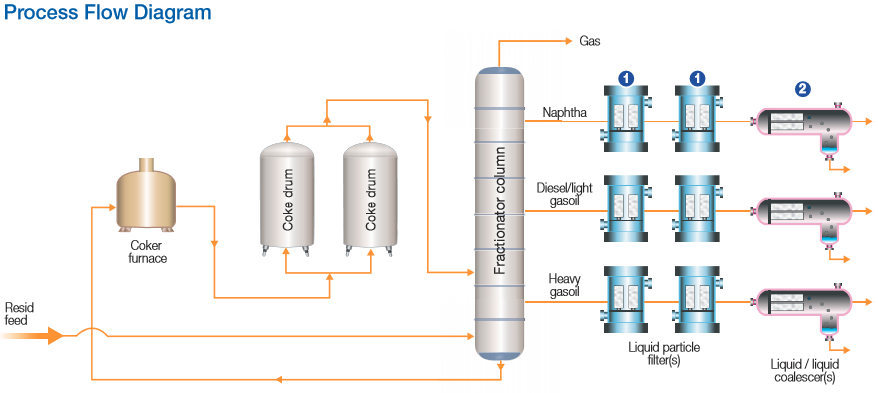
Coqueamento é uma operação unitária encontrada em refinarias mais complexas que converte correntes residuais a partir de vácuo e destilação atmosférica em produtos de valor agregado e intermediários, como GLP, nafta, diesel, gasóleo leve e pesado. O craqueamento é, frequentemente, realizado por meio da unidade de coqueamento retardado, que inclui um forno, dois tambores de coque (um na linha e um na regeneração) e uma coluna de fracionamento.
Processo de coqueamento por coqueamento retardado
No processo de coqueamento na refinaria, o fluxo é aquecido até a temperatura de coqueamento no forno, depois alimentado para o tambor de coqueamento na linha. Volumes grandes de vapor são injetados depois do forno para retardar a reação do craqueamento até que o fluxo entre no tambor de craqueamento, onde o óleo pesado é fissurado em hidrocarbonetos mais leves e em coque, cuja maior parte se deposita no tambor para remoção durante o ciclo de regeneração. Os hidrocarbonetos fissurados depois vão para a coluna do fracionador para separação dos diferentes fluxos, com a parte inferior reciclada de volta à entrada para outra passagem pelo craqueamento.
Fracionador no processo de coqueamento
No fracionador, os vestígios de coque restantes e o fluxo inicialmente injetados deixam o processo nos produtos fracionados como partículas e contaminação de água. Dependendo do produto, remoção de partículas e de água em excesso é necessária para alcançar a qualidade do produto final, ou atender às exigências de matéria-prima para outras operações da unidade, como nos fluxos de querosene ou diesel alimentando hidrocarbonetos.
Necessidades de coqueamento de refinarias
- Cumprir as cotas de produção da refinaria da unidade de coqueamento
- Garantir que os padrões de particulado e de água do produto final sejam atendidos nos fluxos de nafta e diesel
- Proteger unidades a jusante da produção ou problemas de confiabilidade devido ao nível alto de partículas ou água nos fracionados de coquefação
Otimização da unidade de coqueria de sua refinaria: supere os desafios de produção com as soluções da Pall
| Desafio | Solução |
|---|---|
Remoção eficaz de partículas:Alcançar os objetivos diários de produção da unidade de coqueamento. | Cumprir metas de produção de coqueamento, especificações de qualidade do produto e proteção da unidade a jusante por meio da remoção eficaz de partículas e contaminantes da água livre que deixam as frações fora das especificações. |
Controle de particulados:Atender consistentemente às especificações de particulados e água nos fluxos de nafta e diesel seguindo para a mistura do produto final. | Para controle de particulados:
|
Controle de líquido:Garantir a proteção do leito do reator a jusante da construção ou queda do delta P devido a incrustação de sólidos ou contaminação da água. | Para controle de líquidos:
|
Fluxograma do processo de coqueamento em refinarias
Principais aplicações e recomendações de filtros para coqueamento em refinarias (outras aplicações não apresentadas)
| Aplicação | Produto da Pall | Benefícios ao cliente |
|---|---|---|
Pré-filtragem antes do coalescedor líquido/líquido | Filtros Ultipleat® de fluxo alto ou filtros Coreless. | Melhora a eficiência e a vida útil do coalescedor líquido/líquido
Garante que a qualidade do produto e as necessidades de confiabilidade da unidade a jusante sejam atendidas por meio da remoção eficiente dos sólidos que causam problemas. |
Remoção de água | Coalescedor líquido/líquido AquaSep® EL | Garante que as necessidades de qualidade do produto e confiabilidade da unidade a jusante sejam atendidas por meio da remoção eficaz de água livre problemática |
Para saber mais sobre como melhorar a eficiência de seus processos, contate nossa equipe de especialistas em filtração.

-
Coqueamento Retardado
Baixar:
Nossos produtos
Liderando o setor com soluções e produtos adaptados às necessidades dos clientes.