Processo de alquilação de ácido sulfúrico
Olefinas (C3-C4) da unidade de FCC são combinadas com isobutano (i-C4). O ácido sulfúrico concentrado (H₂SO₄) é então misturado e alimentado ao reator que é operado com refrigeração para minimizar a formação de subprodutos. A reação de alquilação acontece combinando-se olefinas com isobutano para formar um produto alquilado, consistindo de produtos de valor octano alto que são posteriormente misturados no reservatório da gasolina. Os hidrocarbonetos que saem do reator em sua maioria consistem de alquilado, isobutano não reagido, n-butano e propano.
O ácido e os produtos de alquilado são separados por um decantador e o ácido é recuperado para reuso no reator. Os hidrocarbonetos do reator são separados por um fracionador principal onde o isobutano é reciclado para o reator, o alquilato é retirado do fundo e o fluxo do produto n-butano é separado do fluxo lateral.
As extremidades leves dos fluidos do processo são utilizadas no ciclo de refrigeração e o fluxo lateral é passado pela coluna de separação de propano para recuperar o propano. A separação eficiente é um componente essencial de um processo de alquilação de ácido sulfúrico eficiente, confiável e seguro.
Necessidades de refinaria de alquilação de ácido sulfúrico
- Confiabilidade do equipamento/corrosão minimizada para atender à operação da refinaria entre 4 e 6 anos, de acordo com a programação
- Atenda às especificações do produto para um alquilado com valor octano alto e propano sem soda cáustica
- Baixos custos na composição do ácido ao minimizar sua diluição com as matérias-primas úmidas
- Mantenha altos níveis de segurança ao evitar falhas dos equipamentos que podem levar a escapes de ácido
Necessidades de refinaria de alquilação de ácido sulfúrico
Alquilação de H₂SO₄ - Desafio de produção/solução da Pall
| Desafio | Solução |
|---|---|
Atenda às especificações do produto. | Melhore a produtividade da refinaria e as especificações do produto pela remoção de água da olefina e fluxos de alimentação do reator de hidrocarboneto de isobutano e pela remoção de soda cáustica transportada no propano.
|
Proteja as torres fracionadoras de corrosão e obstrução. | Melhore a proteção do fracionador principal/coluna de separação de propano e isobutano.
|
Controle dos custos de renovação do ácido. | Garanta a manutenção de uma resistência alta do ácido sufúrico.
|
Fluxograma do processo de alquilação de ácido sulfúrico (H₂SO₄)
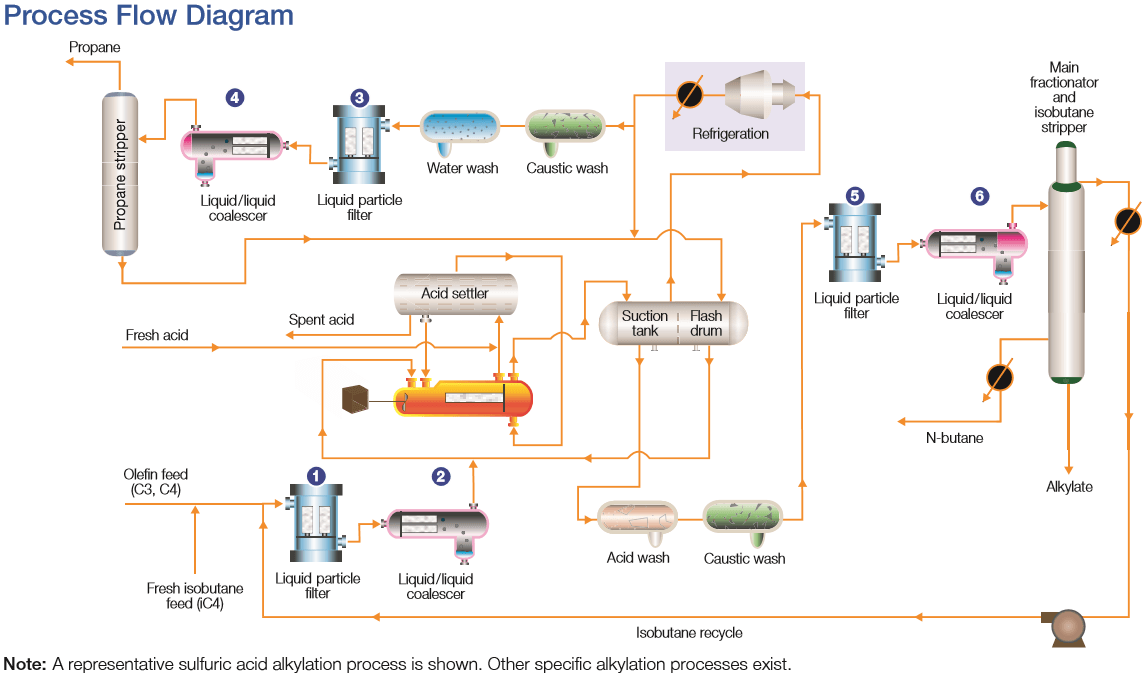
Principais aplicações e recomendações de filtro para alquilação de ácido sulfúrico (outras aplicações não apresentadas)
| Número do diagrama | Aplicação | Produto da Pall | Benefícios ao cliente |
|---|---|---|---|
| 1,3,5 | Pré-filtração antes do coalescedor líquido/líquido | Custos operacionais mais baixos ao melhorar a vida útil do coalescedor líquido/líquido
| |
| 2 | Remoção da água do fluxo de reciclagem alimentação/isobutano | Coalescedor de líquido/líquido AquaSep XS (ou PhaseSep EL ) | Evita a diluição do catalisador de ácido e a possibilidade de corrosão e rendimentos ruins do produto
|
| 4 | Remoção de soda cáustica da alimentação para a coluna de separação de propano | Coalescedores líquido/líquido PhaseSep® EL | Reduz a corrosão na coluna de separação de propano e atende às especificações de qualidade do propano
|
| 6 | Remove soda cáustica da alimentação do fracionador principal/coluna de separação de isobutano | Coalescedores líquido/líquido PhaseSep® EL | Reduz corrosão no fracionador principal e atende às especificações de pureza de butano e de alquilato
|
Para atualizações rápidas, SEM DESPESAS DE CAPITAL:
Reposições de filtro e coalescedor Pall permitem mudar para a qualidade da Pall, sem alterar a carcaça do filtro existente
Aluguéis de filtro e do vaso coalescedor da Pall permitem uma atualização tecnológica para uma resolução rápida do problema
Para saber mais sobre como melhorar a eficiência de seus processos, contate nossa equipe de especialistas em filtração.

-
Alquilação H₂SO₄
Baixar:
Nossos produtos
Liderando o setor com soluções e produtos adaptados às necessidades dos clientes.
Vamos encontrar a solução certa juntos.
Vamos nos conectar. Queremos compartilhar nossas soluções de filtração inovadoras com você hoje mesmo. Entre em contato com nossos especialistas no assunto para informações sobre como podemos ajudar. Obrigado e esperamos apoiar você em breve.