Recuperación de etanol y conversión de vinazas en DDGS
El etanol se produce de forma sostenible mediante fermentación de levadura de azúcares procedentes de materias primas de biomasa, principalmente cereales (maíz, trigo, cebada, centeno, triticale) o azúcar (caña, remolacha).
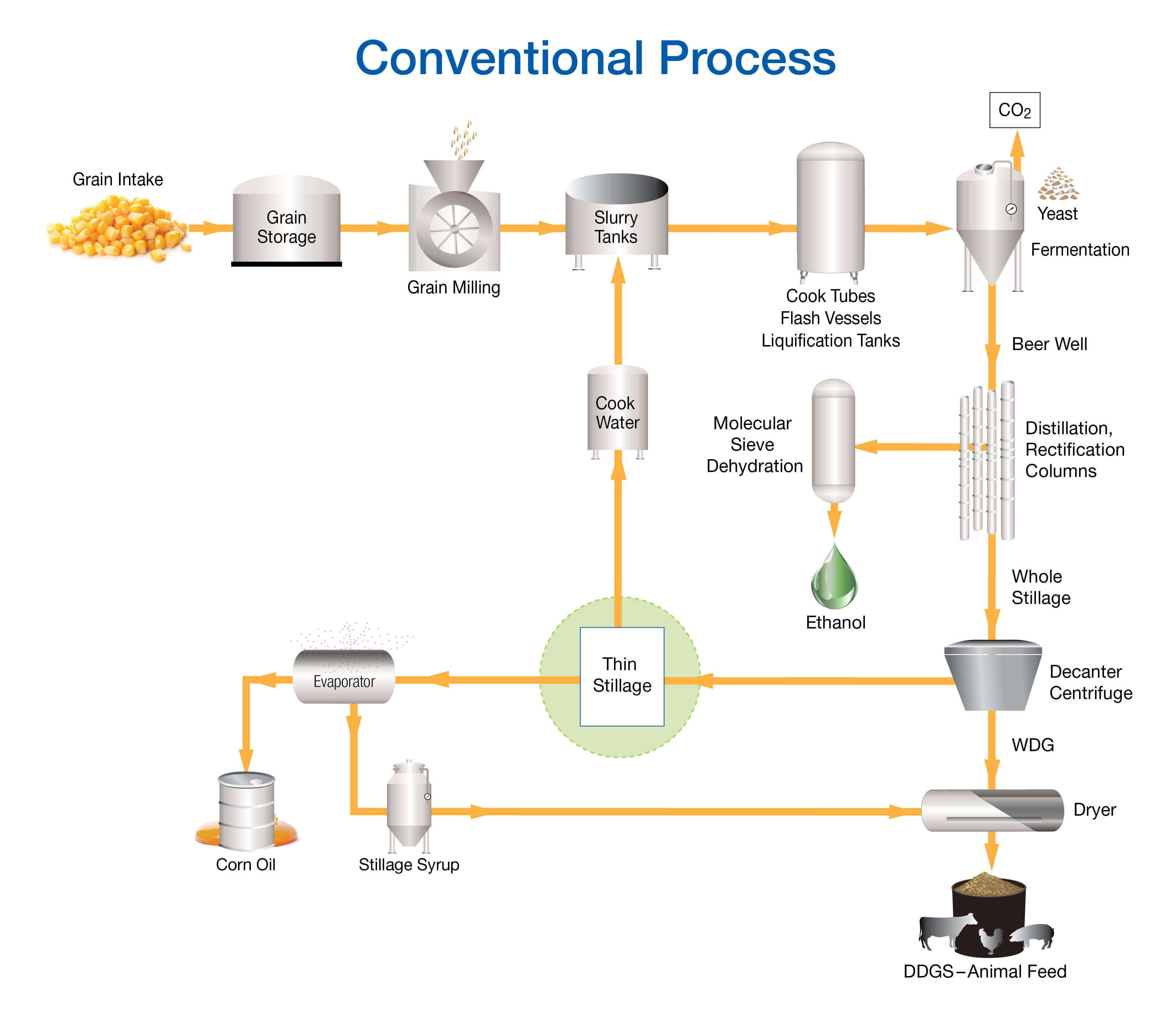
Después de la fermentación, el etanol se recupera mediante destilación. El sobras, también conocidas como vinaza, generalmente se convierte en alimentación animal con alto contenido proteico y se llama DDGS (Grano de Destilería Seco con Solubles). Los DDGS son una combinación seca de flujo descendente de centrífuga de vinaza (sólidos en suspensión) y desbordamiento de centrífuga (llamado vinaza fina) concentrada por evaporación.
¿Cómo influye la vinaza reciclada en el rendimiento del etanol?
Una práctica frecuente es reciclar una parte de las vinazas de vuelta a los tanques de slurry/cocción de carbohidratos como agua de reposición al principio del proceso. Debido a la alta concentración de sólidos suspendidos que quedan en este líquido (5 a 7 %) y la presencia de aceites y otros componentes varios, las vinazas recicladas agregan a la carga de sólidos no fermentables en los fermentadores. Esto disminuye la capacidad de fermentación y tiene un efecto negativo en el rendimiento de etanol.
Fraccionamiento de vinazas para mejorar la eficiencia de la fermentación con la tecnología de flujo cruzado Membralox® de Pall
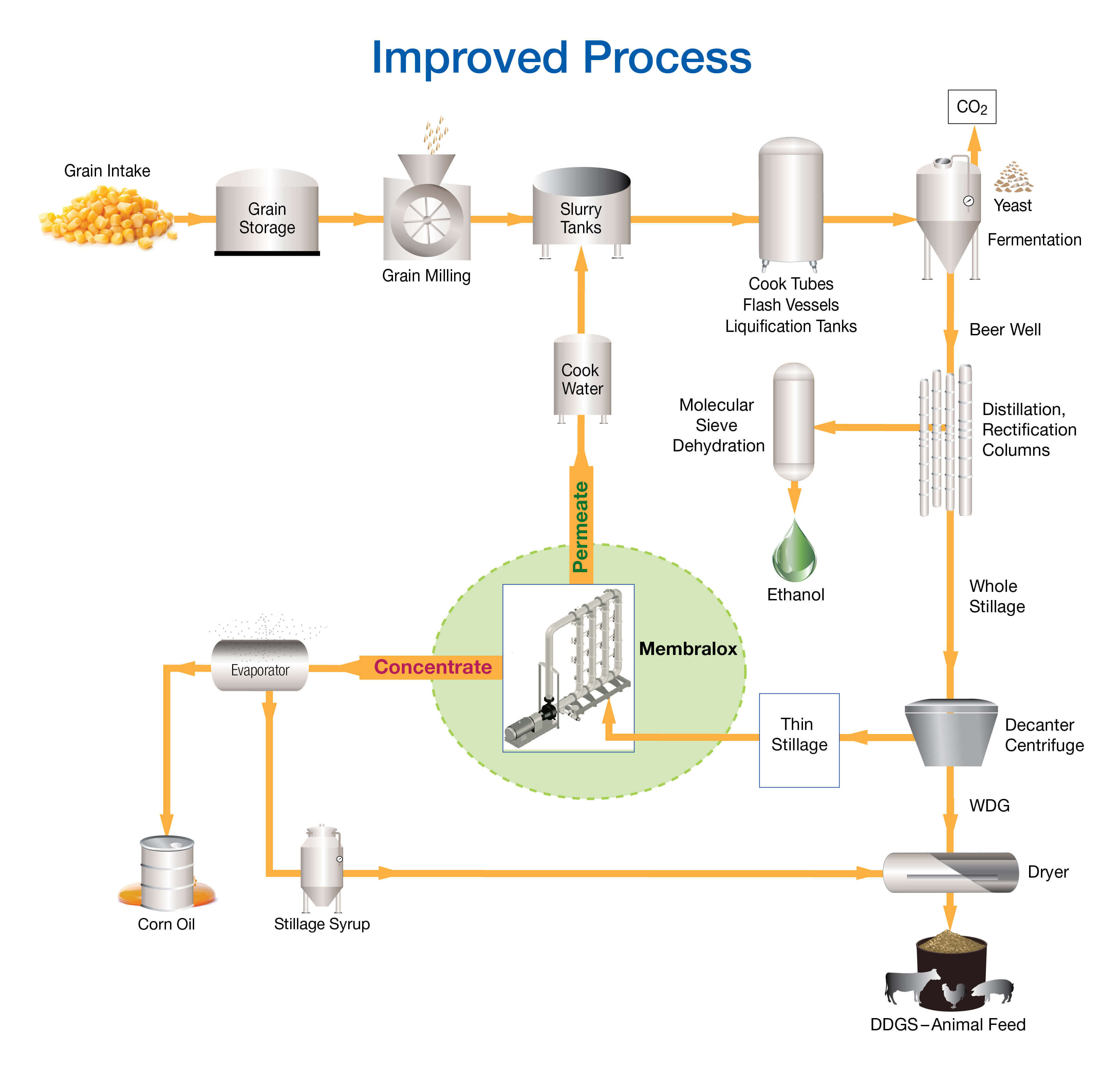
Con la tecnología de flujo cruzado Membralox® de Pall, el líquido de vinazas ligero se fracciona en un flujo de permeado excepcionalmente claro (casi libre de sólidos suspendidos, proteínas de gran tamaño y aceite) y un flujo de retención (con alto contenido de sólidos y aceite). El permeado cristalino se recicla completamente como hecho agua al inicio del proceso. Este fraccionamiento de vinazas tiene un impacto positivo en el rendimiento de fermentación y es uno de los determinantes del éxito en esta aplicación.
Mejor economía de los procesos debido a menor contenido de humedad en vinazas
El flujo de materia concentrado (con un 15 a 17 % de sólidos suspendidos) requiere menos energía para la evaporación en el sector downstream debido a su contenido de humedad inferior al de las vinazas sin tratar. El ahorros de energía obtenido durante este paso del proceso contribuir significativamente a el economía general.
Finalmente, el más proteínas y otros nutrientes que se retienen en la corriente de retenido, mayor será el rendimiento final y el valor nutricional del jarabe que se agregado nuevamente al producto final del alimento para animales.
Diagrama de procesamiento de vinazas: procesamiento convencional y proceso mejorado con soluciones Membralox de Pall
Beneficios del uso de Membralox para el fraccionamiento de vinazas
Implementar Tecnología de flujo cruzado Membralox de Pall para fraccionar vinazas finas proporciona un fuerte impulso para mejorar el proceso de producción de bioetanol convencional y lograr una economía significativamente mejor.
Los siguientes factores ayudan a lograr importantes ahorro de costes:
- Aumento del rendimiento de la fermentación de etanol. – purificando eficazmente la vinaza para obtener un permeado de alta calidad que se utiliza como agua de reposición reciclada, libre de sólidos no fermentables y otros componentes indeseables.
- Reducción del coste del agua - Hasta un 50% de ahorro en los tanques de cocción de granos/lodos debido al alto permeado.
- Reducción de coste de energía en el evaporador - disminuyendo el contenido de agua y aumentando al menos 3 veces la carga de sólidos en suspensión de la vinaza fina enviada al evaporador
- Aumento del rendimiento de la alimentación animal - aumentando el componente de sólidos suspendidos en el almíbar
- Desarrollar el potencial para crear otras corrientes de valor agregado, especialmente del permeado
- Mayor simplicidad, confiabilidad y seguridad del proceso debido a la automatización del sistema
La tecnología de flujo cruzado Membralox de Pall es totalmente diseño modular y operación automática ayudarlo a operar en altas temperaturas (80+°C) en modo continuo (24/7) para tratar cualquier caudal de vinaza fina.
Valor agregado gracias a la recuperación
Estos procesos basados en membranas permiten la recuperación de valor agregado de corrientes secundarias, convirtiendo los “residuos” en productos valiosos.
Por ejemplo, cuando nosotros filtrar la vinaza fina, o desbordamiento de la centrífuga, podemos recuperar:
- Cristal permeado claro
- Retenido concentrado (15-17% de sólidos en suspensión, aceite de maíz y proteínas grandes)
Hable con uno de nuestros expertos para descubrir la solución de filtración adecuada para sus necesidades.

Soluciones de Pall para otros procesos de alimentos y bebidas:

Ingredientes de comida

Proteínas vegetales

Clarificación de caldo de fermentación

Membranas cerámicas Membralox® IC
