
Descrição do processo de adoçamento de gás ácido
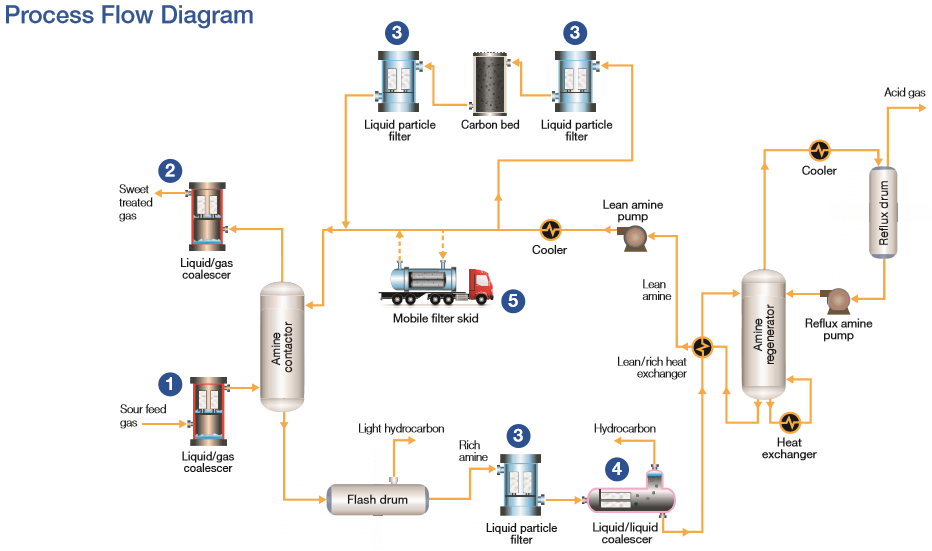
Os processos de remoção do gás ácido utilizam aminas e solventes especiais para remover gases ácidos como H₂S e/ou CO₂ do gás natural e atender às especificações de qualidade do gás. O gás ácido entra em contato com a amina pobre na torre do contator. Ocorre uma reação ácido-base, ligando os gases ácidos à amina por uma ligação fraca. A amina enriquecida então flui para o regenerador, onde o calor quebra a ligação fraca entre a amina e o gás ácido, liberando o gás ácido e regenerando a amina para reuso. Os gases ácidos que saem da parte superior do regenerador para a parte posterior, enquanto a amina pobre é recirculada de volta para o contator em um ciclo de recirculação.
Necessidades da fábrica de adoçamento de gás de amina
- Alcançar ou exceder os níveis de produção de gás natural por meio do tratamento confiável de gases ácidos
- Manter a confiabilidade do processo para consistência na produção e minimização do tempo de inatividade
- Fornecimentoto consistente do gás natural, de acordo com as especificações para níveis de H₂S e CO₂
- Minimizar emissões de gases de escape por meio da remoção eficiente de contaminantes ácidos do gás
- Minimizar custos operacionais e de manutenção para o controle de incrustação e corrosão
| Desafios do adoçamento de gás de amina | Solução de adoçamento de gás ácido da Pall |
|---|---|
| Melhore a produtividade e confiabilidade do adoçamento de gás ácido por meio da remoção de líquidos e sólidos do contator upstream para proteger o ciclo de amina.
Reduzir as falhas na produtividade, confiabilidade e manutenção por meio do controle eficiente de sólidos no ciclo de amina.
|
Fluxograma do processo de adoçamento a gás de amina
Recomendações de aplicação e filtros chave para adoçamento de gás natural (outras aplicações não exibidas)
| Aplicação | Produto da Pall | Benefícios ao cliente |
|---|---|---|
Coalescedor na entrada do contator | Produtividade, confiabilidade, sem problemas devido a resíduos | |
Coalescedor na saída do contator | Gás natural sem amina, controle do custo da amina | |
Filtro de amina (adicionar ao lado enriquecido para melhor desempenho) | Produtividade, confiabilidade, controle do custo de manutenção | |
Remoção de hidrocarbonetos líquidos da amina | Reduz problemas na planta de enxofre | |
Limpeza e descontaminação do filtro | Resolução rápida de problemas, retorno à produtividade, confiabilidade e controle de custos |
Para saber mais sobre como melhorar a eficiência de seus processos, contate nossa equipe de especialistas em filtração.
Apresentações de Laurence Reid
-
2018 - Sistemas de amina - Visão geral e impacto da corrosão
Insira seus dados para fazer download do arquivo
Baixar: -
2017 - Remoção de contaminantes de alta eficiência melhora processos novos e existentes de adoçamento
Insira seus dados para fazer download do arquivo
Baixar:

-
Adoçamento de gás ácido
Baixar:
Nossos produtos
Liderando o setor com soluções e produtos adaptados às necessidades dos clientes.