
Essencial para a remoção de contaminantes sólidos antes do transporte em gás/oleo dutos
A confiabilidade dos processos intermediários de petróleo e gás é fundamental para manter em operação tanto a produção a montante quanto as instalações de refino a jusante.
Os sistemas de fluido de suporte de filtração e separação de fluxo intermediário, como lubrificantes de compressor e sistemas de reciclagem de solvente, são essenciais para a remoção de contaminantes sólidos. Com nossas soluções, você poderá minimizar o tempo de inatividade do equipamento, estender a vida útil do equipamento e melhorar a eficiência de outras operações de processamento em sua instalação de petróleo e gás.
As operações intermediárias dependem de sistemas de separação de fluidos. A separação da água produzida dos hidrocarbonetos líquidos e dos gases do reservatório é necessária para preservar a integridade da tubulação e a vida útil dos equipamentos mais a jusante. Nossas tecnologias avançadas de separação e filtração oferecem desempenho de filtração premium com confiabilidade incomparável e frequência de manutenção reduzida para uma operação otimizada e eficiente.
Aplicações em processos







Aplicações em tubulação


Embora seja crucial separar e filtrar o óleo, o gás e a água produzidos para preservar os dutos e os equipamentos a jusante, outros fluidos, como lubrificantes e solventes, são igualmente importantes para as operações de transferência e processamento de fluidos. Para preservar a vida útil dos compressores e de outros equipamentos a jusante que são afetados negativamente por fluxos de fluidos contaminados, é necessária filtração a jusante adicional para purificar continuamente os fluxos de fluidos.
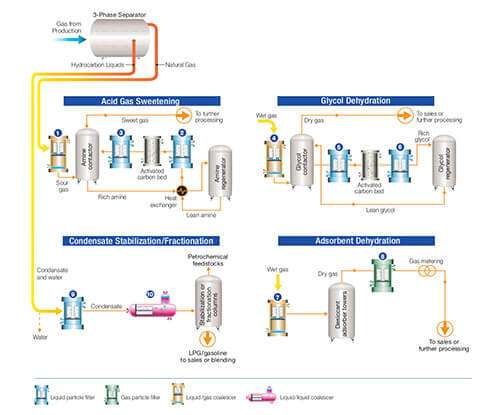
Além da separação e filtração iniciais dos fluidos produzidos, é necessário continuar filtrando para purificar os fluidos. Isso é imprescindível para preservar a vida útil dos compressores e outros equipamentos afetados negativamente por fluidos contaminados. A desidratação e a remoção de gases ácidos também são essenciais nas operações de processamento, para ajudar a atender às especificações de qualidade do duto. Esses processos dependem de solventes como aminas e glicol para remover água e sulfeto de hidrogênio do gás produzido, que pode corroer dutos e equipamentos de processo a jusante, além de apresentar riscos substanciais à segurança do pessoal.
Como líder global em tecnologias de filtração avançada, a Pall Corporation oferece soluções de filtração completas para todos os aspectos de operações de petróleo e gás. Nossas tecnologias de filtração e separação em todos os processos de petróleo e gás intermediários oferecem uma solução completa que aprimora o desempenho, aumenta a confiabilidade do processo, reduz a frequência de manutenção e o tempo de inatividade e reduz os custos operacionais para melhorar significativamente o desempenho dos negócios.
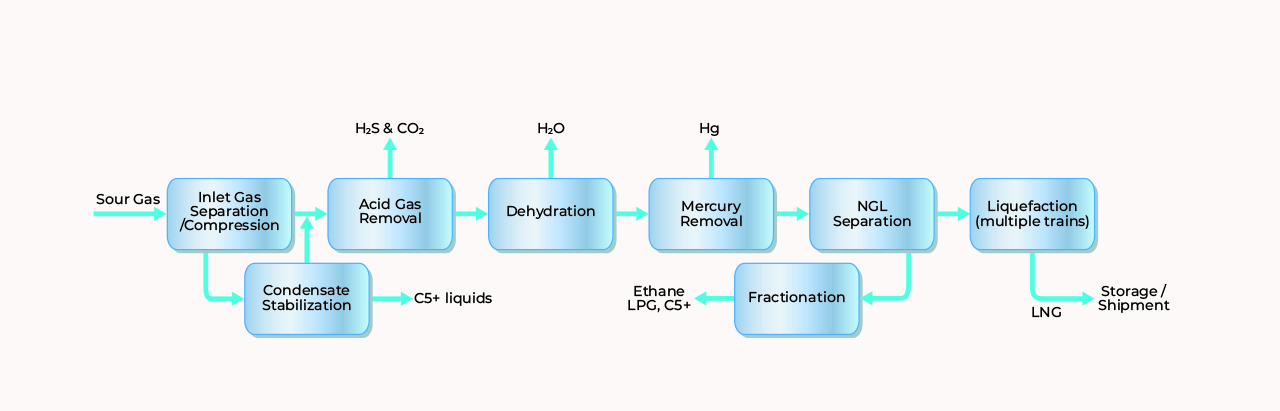
Conheça nossas soluções intermediárias de filtração e separação de petróleo e gáspara transmissão de gás, processamento de gás e produção de gás natural liquefeito (GNL).
Confiabilidade incomparável
Os coalescedores da Pall oferecem separação premium de gás/líquido e líquido/líquido, com confiabilidade incomparável para aumentar a eficiência do processo.
Para saber mais sobre como melhorar a eficiência de seus processos, contate nossa equipe de especialistas em filtração.

INTERMEDIÁRIO Produtos
Para mais informações sobre a nossa linha de produtos, consulte o nosso catálogo.