O que é Separador de água sulfurosa?
O separador de água sulfurosa é utilizado para remover amônia (NH3) e sulfeto de hidrogênio (H2S) de fluxos de água sulfurosa provenientes de muitas operações da unidade para condicioná-la para descarga ou reutilização na refinaria. Em uma refinaria complexa, a maioria da água sulfurosa vem de destilação, quebra catalítica de fluidos, reforma do catalisador, unidades de coqueamento e de remoção de gás ácido com muitas outras operações contribuindo para o equilíbrio. Diferentes fluxos são coletados em um tanque de expansão para o processamento centralizado por meio de um trocador de calor e uma coluna de separador única, ou duas em série.
Razões para o tempo de inatividade em unidades de separação de água sulfurosa:
Uma combinação de controle de pH e calor a partir do fluxo de injeção direta ou reboiler elimina a amônia e o sulfeto de hidrogênio. A presença de sólidos e hidrocarbonetos (‘óleos’) são os principais contaminantes que causam incrustação no trocador de calor, coluna do separador e reboiler. O impacto da perda da capacidade do separador de água sulfurosa (SWS) que pode reduzir taxas de produção da refinaria, leva à necessidade de desligamentos e limpezas não programados do SWS, levando a perdas de produção adicionais, custos altos de manutenção e aumento dos problemas de segurança dos funcionários devido à exposição ao H2S altamente volátil no sistema de água sulfurosa.
A contaminação do óleo do separador também leva à uma série de problemas a jusante. Um é o transporte de óleo na corrente de gás ácido que vai para a usina de enxofre, levando a problemas de confiabilidade da usina de enxofre e aumento do risco de incêndios de coqueamento de óleo dos leitos do reator. Outro é o excesso de óleo na água do separador até a planta de tratamento de água, criando uma condição de sobrecarga, resultando em risco ambiental e/ou na necessidade de reduzir a capacidade da refinaria.
Desafios e soluções do processo do Separador de água sulfurosa
| Desafio | Solução |
|---|---|
Remoção eficaz de particulados -Cumpra as metas diárias de produção da refinaria ao cumprir as metas de SWS H2S, NH3 e tratamento da capacidade. | Melhore os objetivos de produtividade da refinaria e a confiabilidade da planta de enxofre e controle o custo de SWS ao remover de modo eficiente os contaminantes de partículas e óleo que estão incrustados no reboiler do SWS e nas bandejas da coluna e no fluxo de gás ácido que afeta o SWS e a capacidade e a confiabilidade da planta de enxofre que prejudicam as operações da refinaria |
Remoção eficaz de óleos –Garanta a confiabilidade da planta de enxofre e da planta de tratamento de água por meio da remoção confiável de óleos do gás ácido e dos fluxos de água sulfurosa separada. | Os separadores ciclônicos não removerão óleos de modo eficiente:
|
Reduza os custos com mão de obra e manutençãoReduza a mão de obra do separador de água sulfurosa (SWS) e os custos de manutenção de particulados e incrustações no óleo. | Pré-filtros de alta eficiência e coalescedores líquido/líquido AquaSep® EL removem de modo confiável partículas e óleos das emulsões de água sulfurosa estável, com taxa de descarga de 0% a 100%, garantindo a manutenção da capacidade e a confiabilidade do SWS. |
O diagrama abaixo e a tabela mostram as principais aplicações e recomendações:
Diagrama do fluxo do processo do separador de água sulfurosa
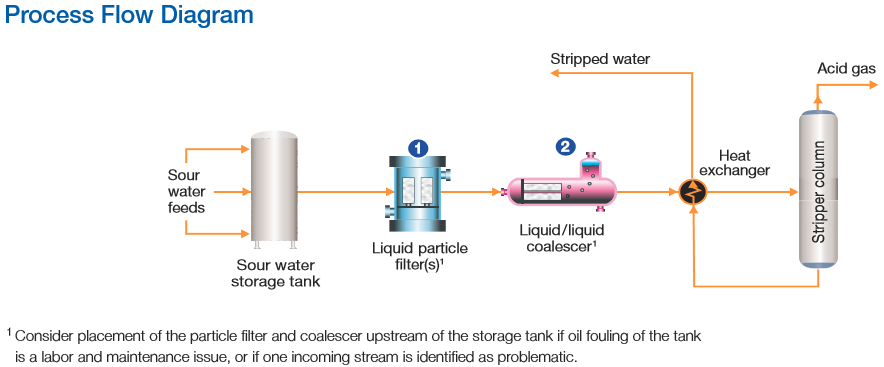
Principais aplicações e recomendações para processo de separação de água sulfurosa (outras aplicações não apresentadas)
| Aplicação | Benefícios ao cliente | Comprar produto | |
|---|---|---|---|
| 1. | Pré-filtragem antes do coalescedor líquido/líquido | Melhora a eficiência e a vida útil do coalescedor líquido/líquido
Melhora a produção, a confiabilidade, a segurança e as despesas operacionais do SWS ao controlar a incrustação por partículas do trocador de calor e do reboiler e das bandejas do separador | Filtros Vector™ High Flow, Filtros Ultipleat® High Flow ou filtros coreless. |
| 2. | Remoção de hidrocarbonetos | Melhora os desafios de confiabilidade do separador de água sulfurosa (SWS), segurança e despesas operacionais ao controlar a incrustação por partículas do trocador de calor e do reboiler e das bandejas do separador
Melhora a confiabilidade e a segurança da planta de água sulfurosa removendo o transporte de óleo para leitos do reator
Livre-se da sobrecarga de óleo até a planta de tratamento de água, que pode criar riscos ambientais e/ou limitação da capacidade da refinaria. | Coalescedor de líquido/líquido AquaSep® EL em configuração horizontal |
Entre em contato com um dos nossos especialistas para saber mais, ou clique abaixo para comprar os produtos.
Produtos da Pall para aumentar a eficiência de seu processo de separação de água sulfurosa

Cartuchos filtrantes da série Vector™ High Flow
Para filtração de partículas grossas, com volume grande

Elementos de filtro Profile® Coreless
Fornecendo uma solução conveniente, amigável e ambientalmente sustentável para aplicações com taxa de vazão alta.

Coalescedores AquaSep® EL
Separe de modo eficiente dispersões líquido/líquido em emulsões de sólidos médios, grossos ou com volume grande
Vídeo: Solução de separação de água sulfurosa
Assista ao nosso vídeo abaixo para saber mais ou fale com um de nossos especialistas para obter mais informações.
Para saber mais sobre como melhorar a eficiência de seus processos, contate nossa equipe de especialistas em filtração.

Nossos produtos
Liderando o setor com soluções e produtos adaptados às necessidades dos clientes.