




산성 가스 스위트닝 공정 설명
산성 가스 제거 공정에서는 아민 또는 특수 용매를 사용하여 산성 천연 가스에서 H₂S 및/또는 CO₂와 같은 산성 가스를 제거하여 가스 품질 사양을 충족시킵니다. 산성 가스는 컨택터 타워에서 수분이 린 아민과 접촉하면 산-염기 반응이 일어나 산성 가스를 아민에 약하게 결합시킵니다. 그런 다음 리치 아민이 재생기로 흘러 들어가 열로 인해 아민과 산성 가스 사이의 약한 결합이 끊어지면 산성 가스가 방출되고 아민은 재생되어 재사용합니다. 린 글리콜이 재순환 루프에서 컨택터로 재순환되는 동안 산성 가스는 추가 처리를 위해 재생기의 상부에서 배출됩니다.
아민 가스 스위트닝 플랜트 요구 사항
- 산성 가스의 안정적인 처리를 통해 천연 가스 생산 할당량 이상 달성
- 생산의 일관성, 가동 중지 시간 최소화를 위한 공정 안정성 유지
- H₂S 및 CO₂를 판매 가스 사양의 일관된 품질로 제공
- 산성 가스에서 산성 오염물질을 효율적으로 제거하여 오프 가스 배출 최소화
- 오염 및 부식 제어를 위한 운영 및 유지보수 비용 최소화
| 아민 가스 스위트닝 문제점 | Pall의 산성 가스 스위트닝 솔루션 |
|---|---|
| 컨택터의 업스트림에서 효과적인 액체 및 고형물을 효과적으로 제거하여 산성 가스 스위트닝 생산성과 신뢰성을 향상시키고 아민 루프를 보호하십시오.
아민 루프의 효과적인 고형물 제어를 통해 생산성, 안정성 및 유지보수 비용 격차를 줄입니다.
|
아민 가스 스위트닝 공정 흐름표
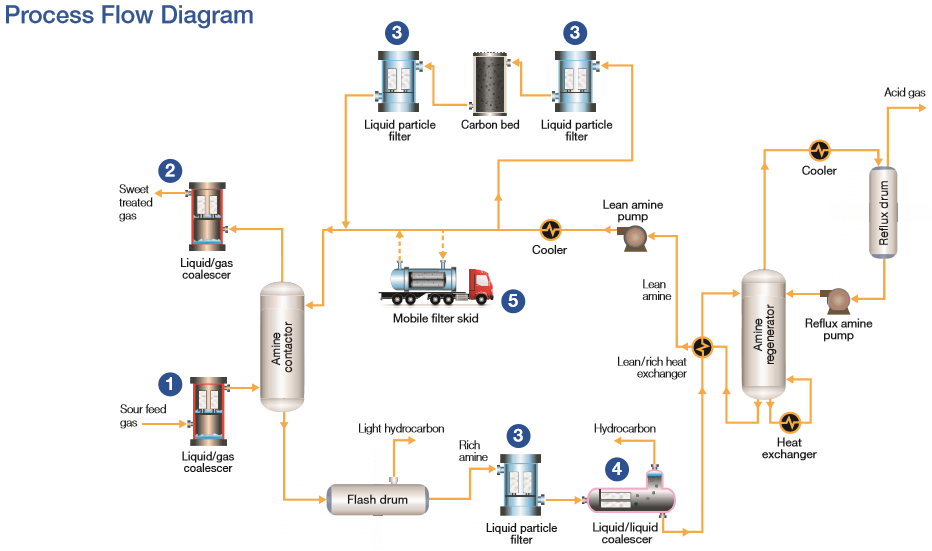
천연 가스 스위트닝 - 주요 용도/필터 권장 사항(기타 용도는 표시되지 않음)
| Application | Pall 제품 | 고객의 이점 |
|---|---|---|
컨택터 inlet 코어레서 | 생산성, 안정성, 슬러그 업셋으로부터의 자유 | |
컨택터 outlet 코어레서 | 아민 프리 판매 가스, 아민 비용 제어 | |
아민 필터(성능 강화를 위해 리치 측에 추가) | 생산성, 안정성, 유지보수 비용 제어 | |
아민에서 액체 탄화수소 제거 | 후단 유황 플랜트의 업셋 감소 | |
오염 제거/정화 필터 | 업셋에서 빠르게 복구되며 생산성, 안정성, 비용 제어 회복 |
공정 효율 향상에 대한 자세한 정보는 여과 전문팀에 문의하세요.
Laurence Reid 프레젠테이션
-
2018 - 아민 시스템 - 부식 개요 및 영향
다운로드 할 정보를 입력하세요.
다운로드: -
2017 - 오염물질의 고효율 제거로 신규 및 기존 스위트닝 공정 개선
다운로드 할 정보를 입력하세요.
다운로드:

이 페이지의 PDF 버전
-
산성 가스 스위트닝
다운로드: