O desafio
Uma empresa de geração de energia com sede na Colômbia Britânica, Canadá, operando uma turbina a gás Alstom GT24B de 250 MW em um ciclo combinado, experimentou a alisamento das servoválvulas quando moduladas para várias funções de controle durante a partida e o desligamento da turbina.
O sistema de lubrificação da turbina com capacidade de 30.000 litros usando óleo lubrificante Chevron GST® ISO 46 estava em serviço há aproximadamente sete anos, protegido por filtração de linha de retorno com classificação absoluta de 7 μm. Os procedimentos de monitoramento de fluido destacaram um alto nível de subprodutos de degradação de óleo no fluido que se apresenta como "verniz" dentro do sistema de fluido; por exemplo, o interior da carcaça do filtro de fluxo principal indicou a presença de um revestimento acastanhado pesado de material de verniz.
A Varnish Potential Rating ou VPR℠ (ou seja, a probabilidade de tendência de um lubrificante para formar depósitos de verniz) foi medida através do método de colorimetria de membrana e encontrado em um nível de 89, indicando alto nível de produtos insolúveis de degradação de óleo associados ao verniz, além do limite 'crítico' dos operadores. Tratamento imediato foi necessário para restaurar o óleo lubrificante às suas condições de operação recomendadas. Isso exigiu uma solução de filtração forte para remoção do verniz na usina de energia.
-
Solução
-
Resultado
Uma unidade de remediação de verniz de fluxo de refrigerante variável da Pall foi instalada em uma configuração separada para remoção do verniz na usina de energia. O skid usa um resfriador para manter a temperatura ideal do óleo para a remoção de verniz mais eficiente antes de passar o óleo através de uma carcaça de filtro de 3 módulos, com vazão de 11 GPM. O filtro é feito com um meio adsorvente especialmente projetado otimizado para remover precursores formadores de verniz do óleo. Na saída, o óleo flui através de um filtro antiestático da tecnologia resistente ao stress mecânico da Pall, classificado em ß12(C) ≥ 1.000 para proteção adicional e melhor limpeza do fluido, antes de retornar ao reservatório principal.

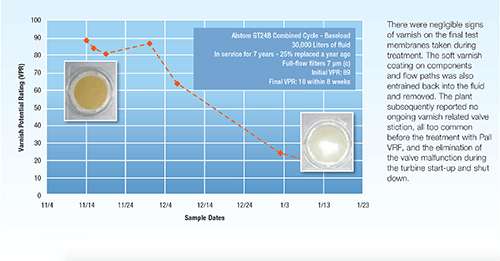
Foi observada uma melhora no Varnish Potential Rating℠, diminuindo de 89 para 18, abaixo do limite recomendado de 36, após vários fluidos do sistema passarem pela unidade de Fluxo de refrigerante variável ao longo de oito semanas. Havia sinais insignificantes de verniz nas membranas de teste finais retiradas durante o tratamento. O revestimento de verniz macio nos componentes e caminhos de fluxo também foi arrastado de volta para o fluido e removido. A planta subsequentemente não relatou qualquer atrito de válvula relacionado ao verniz, algo que era muito comum antes do tratamento com o fluxo de refrigerante variável da Pall, e a eliminação do mau funcionamento da válvula durante a partida e o desligamento da turbina.
Havia sinais insignificantes de verniz nas membranas de teste finais retiradas durante o tratamento. O revestimento de verniz macio nos componentes e caminhos de fluxo também foi arrastado de volta para o fluido e removido. A planta relatou posteriormente que não havia mais problemas de aderência de válvulas relacionados a verniz, algo muito comum antes do tratamento com fluxo de refrigerante variável da Pall, e a falha da válvula foi eliminada durante a partida e o desligamento da turbina.
Entre em contato conosco para obter suporte especializado abaixo