



What Is Gas Sweetening?
Gas sweetening is the process of removing acid gases such as hydrogen sulfide (H2S) and carbon dioxide (CO2) from natural gas streams. This process, commonly performed using amine gas treating, is essential for natural gas, LNG, and midstream operations to meet pipeline, safety and environmental specifications. Effective filtration plays a critical role in maintaining amine system reliability and performance.
What Is the Acid Gas Sweetening Process?
Acid gas removal processes utilize amines or specialty solvents to remove acid gases like H₂S and/or CO₂ from sour natural gas to meet the gas quality specifications. The sour gas is contacted with lean amine in the contactor tower. An acid-base reaction occurs, binding the acid gases to the amine with a weak bond. The rich amine then flows to a regenerator, where heat breaks the weak bond between the amine and the acid gas, releasing the acid gas and regenerating the amine for re-use. The acid gases exit the top of the regenerator for further treatment while the lean amine is recirculated back to the contactor in a recirculating loop.
Key Requirements for Amine Gas Sweetening Plants
- Achieve or exceed natural gas production quotas via reliable treatment of acid gases
- Maintain process reliability for production consistency and minimization of downtime
- Provide consistent sales gas specification quality for H₂S and CO₂ levels
- Minimize offgas emissions through effective acid contaminant removal from the sour gas
- Minimize operating and maintenance costs for fouling and corrosion control
Amine Gas Sweetening Challenges and Filtration Solutions
| Amine Gas Sweetening Challenges | Pall’s Acid Gas Sweetening Solution |
|---|---|
| Filtration supports reliable operation of acid gas sweetening and amine systems.
|
Amine Gas Sweetening Process Flow Diagram
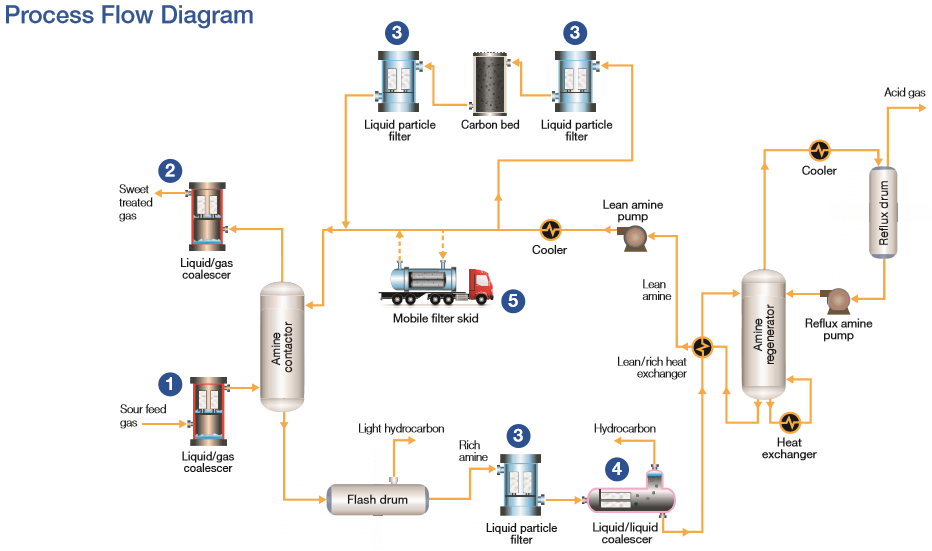
Typical amine gas sweetening process flow diagram illustrating acid gas absorption, filtration, regeneration, and lean amine recirculation in natural gas and LNG applications.
Natural Gas Sweetening - Key Application/Filter Recommendations (other applications not shown)
| Application | Pall Product | Customer Benefits |
|---|---|---|
Contactor inlet coalescer | Productivity, reliability, freedom from slug upsets | |
Contactor outlet coalescer | Amine-free sales gas, amine cost control | |
Amine filter (Add rich side for enhanced performance) | Productivity, reliability, maintenance cost control | |
Liquid hydrocarbon removal from amine | Reduce upsets in downstream sulphur plant | |
Depollution/cleanup filter | Rapid recovery from upsets, return to productivity, reliability, cost control |
Frequently Asked Questions
What is gas sweetening?
Gas sweetening is the process of removing acid gases, including hydrogen sulfide (H₂S) and carbon dioxide (CO₂), from natural gas to meet processing, safety and environmental requirements.
How does amine gas sweetening work?
Amine gas sweetening uses an amine solution to absorb acid gases from natural gas streams. The amine is then regenerated and recirculated for reuse in a continuous process.
Why is filtration important in acid gas sweetening systems?
Filtration helps protect amine systems from fouling, corrosion, and degradation, improving system reliability, performance and operating efficiency.
Contact us to discuss your filtration needs for acid gas sweetening
Laurence Reid Presentations
-
2018 - Amine Systems - Corrosion Overview, and Impact
Enter your details to download
Download: -
2017 - High Efficiency Contaminant Removal Improves New & Existing Sweetening Processes
Enter your details to download
Download:

-
Acid Gas Sweetening
Download: