Mercury Removal Unit (MRU)
Reliable mercury removal to protect downstream equipment and support consistent gas processing
Mercury is present in most natural gas fields at concentrations ranging from less than 10 parts per billion to greater than 1 part per million in elemental, organic and inorganic forms. Because mercury is toxic and highly reactive, it must be removed to protect downstream processes. If left untreated, mercury can poison catalysts and attack aluminum equipment through liquid metal embrittlement, leading to cracking, equipment failure, unscheduled shutdowns and in some cases fires. Mercury removal units use adsorption processes to reduce mercury concentration prior to further processing or sale.
What is a mercury removal unit?
A mercury removal unit (MRU) is a system used in natural gas processing to remove mercury using adsorption before the gas moves downstream for further processing or sale
Why is mercury removal important for natural gas processing?
Mercury in natural gas, even at very low concentrations, can create operational challenges across midstream and downstream processes. If not removed, mercury can accumulate in liquefaction units and downstream equipment, increasing the risk of corrosion and disruption.
In LNG production, mercury can react with aluminium components used in cryogenic heat exchangers, contributing to equipment damage over time. Removing mercury at the appropriate stage helps protect downstream systems and supports consistent gas processing.
Filtration and adsorption technologies play a key role in managing these risks and maintaining process reliability. Explore how SepraSol Plus liquid gas coalescers support upstream protection or visit our midstream applications page for more information.

How is mercury removed from natural gas?
Mercury removal from natural gas is typically achieved using adsorption technology. Untreated gas passes through an adsorbent bed where mercury is captured before the gas moves downstream for further processing.
Upstream liquid and solid removal is important to maintain adsorption performance. Technologies such as oil and gas coalescers help reduce contamination entering the system and support reliable operation.
Selecting the right approach depends on gas composition and operating conditions. Understanding how filtration and adsorption work together helps determine the most suitable configuration for a given application.
Explore filtration technologies that support mercury removal or contact us to discuss your process requirements.
How does a mercury removal unit fit within the gas processing flow?
Mercury removal systems use adsorption to capture contaminants before gas moves downstream. The process flow below shows where liquid and solid removal, adsorption and downstream filtration work together to support reliable operation.
Understanding how contaminants move through the system helps identify where filtration technologies can improve performance and protect downstream equipment.
Key stages in the mercury removal process:
- Liquid removal using gas coalescers to reduce carryover
- Adsorption beds to capture mercury from the gas stream
- Downstream filtration to protect equipment and maintain performance
What challenges can impact mercury removal performance?
Performance can be affected by:
- Upstream contamination
- Liquid ingress
- Solids carryover
Mercury removal system performance can be affected by upstream contamination, liquid ingress and solids carryover. These factors can reduce adsorption efficiency and impact downstream equipment.
Adsorbent materials can become less effective when exposed to glycol, amines, lubricating oils, corrosion inhibitors or solids present in the gas stream. This can increase the risk of downstream issues and shorten operating life.
Managing liquid and solid contamination upstream helps maintain adsorption performance and supports reliable operation. Technologies such as SepraSol Plus liquid gas coalescers help reduce contaminants entering the system and protect downstream processes.
How can liquid water damage adsorption beds?
Liquid water entering the adsorption bed can reduce efficiency and affect system performance. Even low levels of liquid ingress can disrupt adsorption and impact downstream processing.
Managing liquid contamination upstream helps protect adsorption beds and maintain reliable operation. Technologies such as SepraSol Plus liquid gas coalescers remove liquid carryover before it reaches the adsorption stage, helping reduce the risk of disruption and downstream impact.
Coalescer assemblies can support continuous operation by removing liquids and protecting process performance across normal and variable conditions.
See how liquid gas coalescers support mercury removal and gas processing.
Explore how oil and gas coalescers support upstream liquid removal and protect adsorption performance.
Why are desiccant fines a concern downstream of mercury removal?
Desiccant fines entrained in mercury free gas can impact downstream equipment, including cryogenic heat exchangers, compressors, pipelines and catalyst beds.
Removing particulates downstream of adsorption beds helps protect sensitive equipment and maintain process performance. Dry gas particulate filtration can reduce fines and other contaminants before gas enters critical systems.
Pall solutions include DGF dry gas particulate filters such as Profile® Coreless dry gas filters.
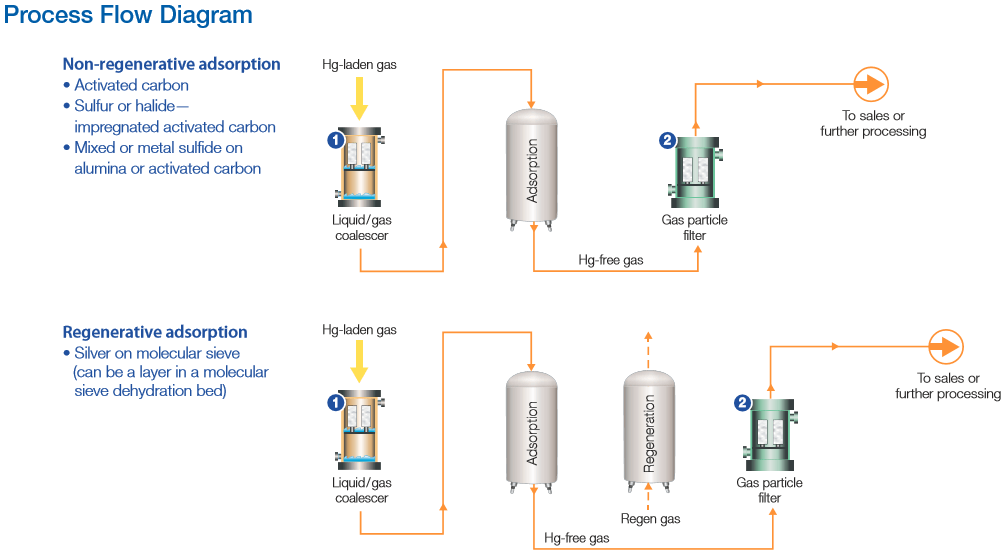
How does the mercury removal process flow work?
In a typical process, mercury laden gas passes through a liquid gas coalescer to remove free liquids before entering the adsorption vessel where mercury is captured. The treated gas may then pass through a gas particle filter before being routed for sales or further processing.
Both non regenerative and regenerative systems follow this general flow, with regenerative systems incorporating additional vessels to allow adsorption and regeneration to occur independently.
Key application and filtration considerations
| Application | Pall products | Description |
|---|---|---|
| Contactor inlet coalescer | Liquid gas coalescers are used at the contactor inlet to protect adsorption beds from liquid and solid contamination. By maintaining adsorber efficiency and capacity, upstream coalescing supports productivity, process and equipment reliability, and the ability to maintain on spec mercury content. | |
| Downstream protection | Dry gas filtration downstream of mercury removal beds is used to eliminate adsorbent dust and fines from mercury free gas streams. This supports downstream process reliability by protecting cryogenic equipment, compressors, pipelines, and catalyst beds. |
Optimising mercury removal requires the right combination of adsorption and filtration technologies to protect downstream equipment and support reliable operation. Contact our team to discuss your process requirements.
Frequently Asked Questions
What forms of mercury are found in natural gas?
Mercury may be present in elemental, organic, and inorganic forms.
Why must mercury be removed before LNG processing?
Mercury removal protects aluminum heat exchangers and cryogenic equipment from liquid metal embrittlement.
Are all mercury removal units regenerative?
No. Mercury removal units may be designed as either non regenerative or regenerative adsorption systems.
Why is upstream liquid removal important?
Liquids can foul adsorption media, reducing mercury removal efficiency and shortening bed life.
How are desiccant fines managed after mercury removal?
Dry gas particulate filtration removes desiccant fines before gas enters downstream equipment.
Speak with a mercury removal specialist