



What is Coking?
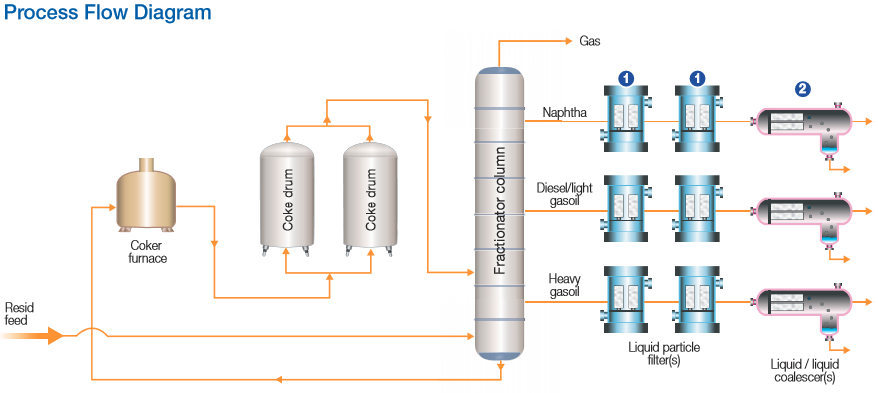
Coking is a unit operation found in more complex refineries to convert tarry residual or ‘resid’ streams from vacuum and atmospheric distillation into value-added products and intermediates such as LPG, naphtha, diesel, light and heavy gas oils. Coking is often accomplished via a delayed coking unit that includes a furnace, two coking drums— one online and one in regeneration, and a fractionating column.
Coking Process via Delayed Coking
In the coking process in refinery, the flow is heated to coking temperature in the furnace, then fed to the online coking drum. Large volumes of steam are injected after the furnace to delay the coking reaction until the flow enters the coking drum, where the heavy oil is cracked to lighter hydrocarbons, and into coke that mostly deposits in the drum for removal during the regeneration cycle. The cracked hydrocarbons then head to the fractionator column for separation of the different streams, with the bottoms recycled back to the inlet for another pass through the coker.
Fractionator In The Coking Process
In the fractionator, the remaining coke fines and initially injected steam exit the process in the fractionated products as particulate and water contamination. Depending on the product, removal of excess particulate and water is required to achieve final product quality, or to meet feedstock requirements for other unit operations, for example on kerosene or diesel streams feeding hydrotreaters.
Refinery Needs from Coking
- Meet coker unit refinery production quotas
- Ensure final product water and particulate standards are met on naphtha, diesel streams
- Protect downstream units from production or reliability issues due to high solids or water levels in the coker fractionates
Optimizing Your Refinery's Coker Unit: Overcoming Production Challenges with Pall Solutions
| Challenge | Solution |
|---|---|
Effective Particulate Removal :Achieve daily coker unit production targets. | Meet coker production targets, product quality specifications and downstream unit protection by effective removal of particulate and free water contaminants that are driving fractionates out of specification. |
Particulate Control:Consistently meet particulate and water specification on naphtha and diesel streams headed for final product blending. | For particulate control:
|
Controlling Liquid:Ensure downstream reactor bed protection from delta P build or deactivation due to solids fouling or water contamination. | For liquids control:
|
Coking in Refineries Process Flow Diagram
Key Application/Filter Recommendations For Coking In Refineries(other applications not shown)
| Application | Pall Product | Customer Benefits |
|---|---|---|
Prefiltration prior to liquid/liquid coalescer | Ultipleat® High Flow filters, or Coreless filters. | Improves the efficiency and life of the liquid/liquid coalescer
Ensures product quality and downstream unit reliability needs are met through effective removal of problematic solids |
Water Removal | AquaSep EL liquid/liquid coalescer | Ensures product quality and downstream unit reliability needs are met through effective removal of problematic free water |
For more information on improving the efficiency of your processes, contact our team of filtration experts.

-
Delayed Coking
Download:
Our Products
Leading the Industry with product solutions that fit your customers needs.