Why Use Depth Filtration Technologies?
Due to process conditions and raw materials, all manufacturing processes in the Food & Beverage industry related to the production of clear and stable products have unexpected variances in their turbidity and colloidal load. Those variances can have a massive negative impact on the performance of installed filters, especially membrane filters that are installed prior to bottling.
Microbial spoilage contamination is another prevalent concern for most food and beverage manufacturers. The potential impact it can cause may lead to product recalls and compromise consumer safety.
Depth filtration is the ideal solution for such conditions in these applications.

Depth filtration represents a wide range of different filter sheet media which can be used for:
Turbidity removal, from coarse to fine particles
Polishing filtration
Colloidal removal
Chill haze removal
Removal of microbial spoilage/ Reduction of microorganism (yeast, bacteria, mold)
What are you processing? (Click each tab to learn more)
-
Beer
-
Flavors
-
Food
-
Hard Seltzer
-
Hemp
-
Olive Oil
-
Spirits
-
Wine

Many microbreweries today are tasked with producing unique and innovative beers, quickly, but unfortunately run into roadblocks that slow the process. For example, after the aging step in production, the beer is racked from the barrels into sedimentation tanks and kept for several days, to enable settling of suspended solids. This sedimentation step is a capital investment for tankage, but also takes up space and could be costly in terms of discontinuous production and down time.
Read our application bulletin to learn how our SUPRAdisc™ II solutions can improve those challenges.

As the flavor industry continues to grow, flavor houses must adjust to rising consumer demand for innovative, high-quality flavors while meeting requirements for product clarity and purity. Selection of the right filtration technology becomes critical to achieving these goals as flavor producers must overcome multiple processing challenges while keeping costs low.
Read our application bulletin to learn how a major flavor manufacturer implemented Pall SUPRA technology and achieved game-changing improvements to their process, resulting in substantial cost savings and improved product quality.

Fluids such as corn syrup, yeast extract, enzymes, or edible oils often contain fine suspended solids which must be removed in order to achieve various goals, such as visual clarity, bioburden reduction, trap filtration, protection of downstream ion-exchange columns or crossflow membranes, protection of spray drying nozzles from plugging, and load-out filtration.
Often these solids loads are too high for traditional cartridge filtration, due to the fact that the contaminant holding capacity of cartridges is limited by available surface area and void volume, causing premature plugging. It’s also often the case, that such fluids may exhibit higher viscosities, which results in the need for larger cartridge sizing than is cost-effective.
Pall SUPRAdisc II™ lenticular filter modules provide a quick and cost-effective solution for handling these fluids and providing excellent filtrate quality. Read our application bulletin to learn how food producers can achieve cost-effective particle filtration or bioburden reduction with Pall SUPRAdisc II™ modules.
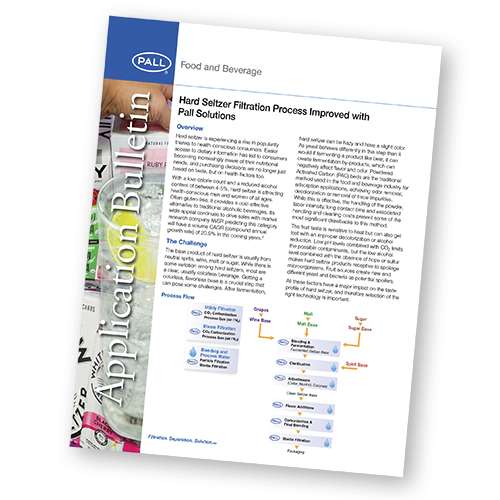
With hard seltzer growing in popularity, many breweries are looking to expand their lines to include the bubbly drink. However, there are differences in production between beer and hard seltzer.
Our latest application bulletin explains these differences, challenges and identifies solutions to help.

With the market set for rapid growth, hemp oil producers look to satisfy demand as quickly and safely as possible.
Lack of proper clarification can lead to several bottlenecks throughout downstream processing as well as lower than expected potency levels. Pall Corporation has worked closely with cannabis oil producers just like you to integrate an inline, scalable solution for clarification.
Download your free copy of our technical report, "Optimize the Hemp Filtration Process with Pall SUPRApak™ Technology to learrn more about this tailored solution for hemp oil producers just like you!

The quality of olive oil is dictated in large part by olive varieties and conditions of their growth. The wax content in these oils is a quality attribute of concern, as consumers often prefer bright, clear products at typical storage temperatures. Olive oil producers may employ winterization techniques, or various combinations of settling, decanting, centrifugation, and filtration to remove the waxes from their oils.
Read our application bulletin to learn how a prominent olive oil producer implemented Pall SUPRApak™ technology after settling and decantation. Learn how they realized excellent filtrate quality in their product, which provided a three to four-fold increase in its commercial value.

We understand your customers expect a visually clear product. Spirits are a very fragile and sensitive liquid; therefore, filtration is one of the most challenging and important steps in the distilled spirits production process.
Quality is the main driver of filtration in the spirits industry. To select a suitable filter, it is important to consider visual quality while still maintaining the flavor characteristics consumers expect.
Our new technical article, "SUPRApak™ Modules: New Opportunity for Significant Cost Savings in Non-Chill Filtration Whisky Process", covers haze forming components, chilled & non-chilled processing and process improvements with SUPRApak technology. Get yours now!

With SUPRAdisc™ II, wineries can achieve cost effective and quality enhancing filtration for applications from clarification to microorganism reduction. When using these modules to replace traditional sheet filters, wineries can realize the following benefits:
- Increased process security and product quality due to the enclosed system
- Increased product yield (95% less product loss) by eliminating drip losses
- Backwashable for long service life
- Reduced filter spend and labor costs due to regeneration and storage capability
- Vacuum and pressure shock resistant
- Easy handling due to robust design
Download your copy of this applicatin bulletin, "Efficient, Economical and Enclosed:
Depth Filtration for Wineries" to learn more about this filtration technology for your winery today!