



Für leistungsfähigere und zuverlässigere Kohlemühlen
Produkt: Pall Umschalteinheit
Einleitung
Untersuchungen in der Stromerzeugungsindustrie haben gezeigt, dass in Kohlekraftwerken eine verbesserte Anlagenzuverlässigkeit entscheidend ist. Das amerikanische Electric Power Research Institute (EPRI), das zur elektrischen Energieversorgung forscht, stellte fest, dass im Schnitt 1 % der Anlagenverfügbarkeit durch Probleme im Zusammenhang mit Kohlemühlen verloren geht. Außerdem konnten Ölverschmutzung und übermäßige Leckagen als zwei Bereiche ausgemacht werden, in denen Ausfälle des Antriebsstrangs von Kohlemühlen für 53% der Probleme mit Kohlemühlen verantwortlich sind.
Was ist Kohlepulverisierung?
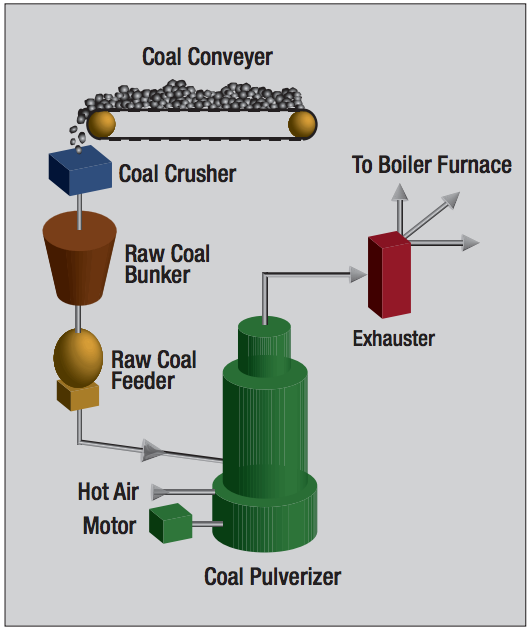
Die Aufmahlung von Kohle ist nach heutigem Stand die bevorzugte Methode zur Aufbereitung von Kohle zum Feuern. Die mechanisch zu einem feinem Pulver aufgemahlene Kohle kann wie ein Gas verbrannt werden und sorgt so für eine effizientere Verbrennung. In einem Luftstrom bzw. einem Luft-Gas-Gemisch wird der Kohlenstaub direkt in den Feuerraum geblasen.
An der Aufbereitung der Kohle für diese Art der Feuerung sind mehrere Elemente beteiligt. Abbildung 1 zeigt vereinfacht die Elemente bei einer Anlage zur direkten Verfeuerung von Kohle.
Gängige Arten von Kohlepulverisierern:
Combustion Engineering, Babcock & Wilcox und Riley Stoker Corp. sind wichtige Hersteller von Ausrüstung für die Kohleaufmahlung. Die vier häufigsten Kohlemühlentypen sind:
Kugelmühlen
Dieser Mühlentyp besteht aus einer rotierenden Röhre mit Kugeln aus einer Gusslegierung. Die Röhre wird über zwei Zapfen an den Seiten mit Kohle befüllt. Durch die Rotation fallen die Kugeln immer wieder auf die Kohle und zermalmen sie dabei.
Prallbrecher
Hier wird die Kohle durch mehrere rotierende, schwenkbare oder fixierte Schlagleisten in einer geschlossenen Kammer mit verschleißfesten Prallwänden aufgemahlen. Die Kohle prallt von den Schlagleisten an die Prallwände, wobei sie gebrochen wird. Die kleineren Kohlepartikel werden durch Kollisionen miteinander sowie durch Kontakt mit der Mahlfläche weiter pulverisiert.
Vertikalmühlen
Bei dieser Mühlenart wird die Kohle auf einem rotierenden Mahlteller mithilfe von Rollen gemahlen, die mit der Kraft aus Hydraulikzylindern angepresst werden und wie große Räder aussehen. Der Mahlteller dreht sich, wodurch die Kohle mehrfach von den Rollen überrollt und dabei zermahlen wird. Ein heißer, nach oben gerichteter Luftstrom im Mahlraum beseitigt unerwünschte Feuchtigkeit und bläst den fertigen Kohlenstaub nach oben aus der Mühle hinaus und durch die Ausblasrohre direkt in den Feuerraum. Die neueren Kohlemühlen sind Vertikalmühlen. Abbildung 2 zeigt ein Schnittbild einer MPS-Kohlemühle von Babcock and Wilcox.
Ringwalzen- und Ringkugelmühlen
Eine Kugel oder eine Walze zwischen zwei Ringen stellt die Mahlfläche dar, wo die Zerkleinerung stattfindet. Einer der Ringe oder beide drehen sich dabei gegen eine Kugel oder Walze (bei einer Ringwalzenmühle können sich auch die Walzen drehen, während der Ring starr ist). Ringwalzenmühlen (Schüsselmühlen) und Ringkugelmühlen sind heutzutage die am häufigsten in Kraftwerken anzutreffenden Kohlemühlen.
Dabei sind die Mahlwalzen starr, während sich der Ring (manchmal Schüssel genannt) durch einen Schneckenradantrieb dreht. Starke Federn drücken die Mahlwalzen gegen den Ring, was für den nötigen Druck zum Aufmahlen der Kohle sorgt.
Durch eine Zuleitung gelangt die Rohkohle von oben in die Mühle. Die Rohkohle wird dann zwischen Walzen und dem sich drehenden Ring aufgemahlen. Ein heißer, nach oben gerichteter Luftstrom im Mahlraum beseitigt unerwünschte Feuchtigkeit und bläst den fertigen Kohlenstaub nach oben aus der Mühle hinaus und durch die Ausblasrohre direkt in den Feuerraum. Kohlepartikel, die noch nicht fein genug sind, können nicht durch die Mühle nach oben hinausgeblasen werden und fallen zurück, um noch feiner aufgemahlen zu werden.
Eindringen von Verunreinigungen bei der Kohlepulverisierung:
Die Zahnräder und Lager im Getriebe sind ölgeschmiert. Durch verschlissene Lager- und Wellendichtungen sowie durch Entlüftungsöffnungen im Tank gelangen feine Kohlepartikel und Metallabrieb von den Mahlflächen in das Schmieröl. Zuweilen ging man bei der Entwicklung von Kohlemühlen davon aus, dass bei vorgeschriebenem Betrieb und ordnungsgemäßer Wartung Störungen am Antriebssystem nicht allzu häufig vorkommen würden. In der Praxis hat sich das allerdings häufig als falsch herausgestellt.
Filtration vom Erstausrüster
Bei vielen Kohlemühlen ist in den Schmiermittelkreisläufen keinerlei Filtration vorgesehen. Die Mühlen ohne Filtration filtern nur grob, etwa mit reinigbaren Sieben mit 40 µm oder mit mehreren Spaltfiltern mit 200 µm hintereinander. Solche vom Erstausrüster eingebaute Filtration ist häufig nicht für die prozessbedingt hohe Eindringrate geeignet. Die Kontamination übersteigt dadurch häufig ISO-Code 30/30, besonders bei älteren Anlagen. Ein so hoher Kontaminationsgrad kann die Lebensdauer von Lagern, Zahlrädern und Dichtungen erheblich beeinträchtigen – vorzeitiger Ersatz und Nacharbeiten sind die Folge. Ausfallzeiten bei den Kohlemühlen können gewaltige Auswirkungen auf die Verfügbarkeit und Zuverlässigkeit der gesamten Anlage haben.
Empfohlene Filtration
Entscheiden Sie sich für beste Sicherstellung der Reinheit (siehe Diagramm auf der Rückseite). Die meisten Kohlenstaubpartikel sind zwischen 4-30µm groß, wobei 70 % dieser Partikel kleiner als 10µm sind. Wie viele Kontaminationen eindringen, unterscheidet sich je nach Hersteller, Modell und Alter der Einheit, wobei ältere Anlagen davon normalerweise stärker betroffen sind als neuere. Kontamination durch Partikel im Schmiersystem kann schnell zu Schäden an kritischen Komponenten führen.
Um die Komponenten des Schmiersystems der Kohlemühle zu schützen, empfiehlt Pall, einen Schmiermittelreinheitsgrad von ISO 16/13 oder besser aufrechtzuerhalten. Dies kann durch die Verwendung von Athalon® AS erreicht werden (ß12(c)≥ 1000) oder mit feineren Filtern. Athalon mit ihrer hocheffizienten Partikelabtrennung und Schmutzaufnahmekapazität ideal geeignet, um die Kontamination in dieser Anwendung mit starkem Eindringen von Schmutz kostengünstig unter Kontrolle zu halten.
Für die Nachrüstung der In-Line-Filtration empfehlen wir eine Pall Umschalteinheit, damit die Elemente während des Betriebs der Kohlemühle getauscht werden können. Auch wenn In-Line-Filtration vorzuziehen ist, bietet sich wegen des häufigen Fehlens technischer Daten des Erstausrüsters und des bei dieser Anwendung typischerweise eher geringen Pumpdrucks auch eine Nebenstromfiltration als sinnvolle Alternative an. Die Tanks haben typischerweise ein Fassungsvermögen von 15 bis 300 US gal.
Ein Durchfluss von 20 % des Tankvolumens pro Minute durch ein Nebenstromfiltrationssystem reicht grundsätzlich aus, um der Menge der eindringenden Kontaminationen Herr zu werden. Durch die hohe Viskosität von Getriebeschmieröl (2.200 SUS bei Betriebstemperatur) sowie die bei diesen Einheiten normalerweise hohen Eindringraten ist in den meisten Fällen der Einsatz von mindestens einem UR619 Gehäuse mit einem UR619 Element (ß12(c)≥ 1000 oder feiner) je 50 g/ min Fluss erforderlich, um eine bestmögliche Filtration mit langer Lebensdauer der Elemente zu gewährleisten. Da es sowohl On- als auch Offline-Kohlemühlen gibt, ist es wichtig, die Größe des Systems gemäß der Ölviskosität bei den niedrigsten denkbaren Umgebungstemperaturen im Kraftwerk zu gestalten. Die Leistungsdurchmesser im Nebenstrom sollten groß genug sein, um den Fluss von hochviskosem Schmieröl zu ermöglichen.
Andere Anwendungen, bei denen Hochleistungsfiltration von Pall sinnvoll ist, sind Kohlenwagen und Förderbänder. Viele dieser Anwendungen nutzen sowohl Hydraulikanlagen als auch Schmieranlagen, die anfällig für Kontamination durch Kohlenstaub sind. Diese Geräte werden benötigt, um die am Werk gelagerte Kohle zu den Kohlemühlen zu transportieren. Da sie für den Betrieb unerlässlich sind, dürfen sie keinesfalls Ausfälle aufgrund von Kontamination erleiden.
Palls Fallstudie – Reduzierte Ausfallzeiten von Kohlepulverisierern
Problem:
Im März 2003 musste ein großer kanadischer Stromerzeuger die Leistung seiner Einheit 4 aufgrund eines Ausfalls in der Mühle B mindern. Es wurde damit gerechnet, dass die Mühle etwa einen Monat lang stillstehen würde. Durch den Leistungsverlust von täglich 864 MWh belief sich der gesamte Umsatzausfall auf ca. 2.000.000 $ Die Schwere des Schadens erforderte Reparaturen an den Komponenten des Antriebsstrangs, die mit über 400.000 $ zu Buche schlugen. Eine Untersuchung machte mehrere Ursachen aus, darunter mangelhafte vorbeugende Wartung und schlechte Ölreinheit.
Lösung.
Pall stellte für eine sechsmonatige Testphase ein Filtergehäuse zur Verfügung, um zu demonstrieren, dass die Reinheit des Öls ohne wesentliche Kosten für Elemente auf das branchenübliche Niveau verbessert werden konnte. Innerhalb von nur 2 Stunden verbesserte sich die Ölreinheit von 20/19/17 auf 18/16/13. Dieses Niveau wird bis heute gehalten.
Nach der sechsmonatigen Testphase installierte der Kraftwerksbetreiber an jeder der 30 Kohlemühlen im Werk ein Filterelement. Aktuell werden die Elemente einmal im Jahr ausgetauscht.
Kontaktieren Sie unser Team an Filtrationsexperten für weitere Informationen darüber, wie Sie die Effizienz Ihrer Prozesse steigern können.