



Dirt capacity continues to be a widely requested rating factor for filters because it seems easy to measure and understand. It is often used to predict filter service life or to compare filters. Unfortunately, dirt capacity alone is of little value in estimating filter service life or in comparing the relative service lives of competing filters. Realistic estimates and comparisons can be made only when test conditions, filter efficiency ratings, and details of field operating conditions where the filter will be applied are known.
When selecting long-life hydraulic or lubricating filters,the primary concern should always be the filter efficiency. Filters must be capable of adequately removing and controlling particles equal to or slightly larger than the clearances in critical system components. Then the filter should be sized to provide adequate element service life. Higher efficiency filters produce lower contaminant levels and less component wear. Thus,more efficient filters can provide longer element service life than coarse filter elements with similar or higher dirt capacity ratings.
Dirt Capacity Definition
The dirt capacity of a filter is defined as the weight of a specified contaminant that can be added to the filter element before a designated terminal pressure drop is reached (indicating a plugged filter). Many methods are used to measure dirt capacity, including single-pass, Multi-pass, batchinjection, and continuous-injection testing. Also, various contaminants are used, each producing different results. The most commonly used industrial procedure to measure dirt capacity is the Multi-pass test, ISO 16889 (formerly ISO 4572). This procedure calls for continuous injection of ISO Medium Test Dust (ISO MTD) in slurry form into the reservoir upstream of the test filter. The Multi-pass test circuit (shown in Figure 1) is used to simulate actual hydraulic or lubricating systems, and dirt not captured by the filter on the first pass is allowed to recirculate in the system.
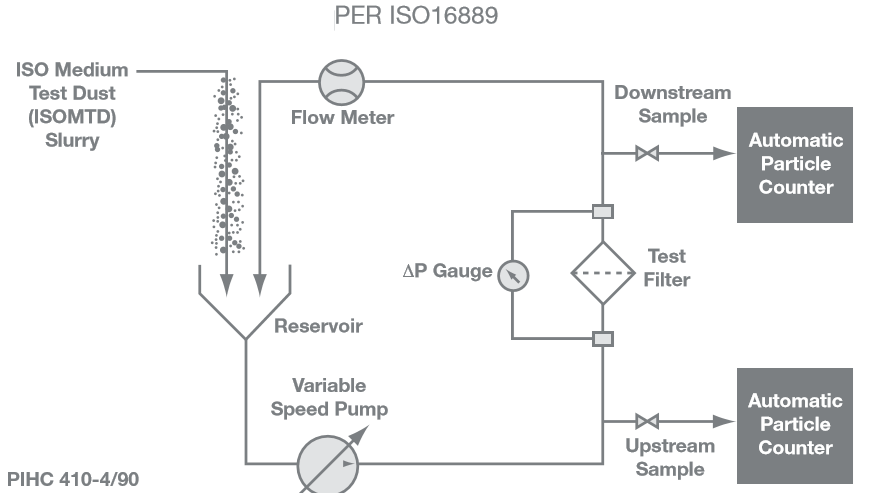
Figure 1: Simplified MultiPass Apparatus for Filtration Ratio (Beta) Test
The dirt capacity determined from an ISO 16889 Multi-pass test is called the Retained Capacity, which is defined as the mass of ISO MTD effectively retained by the filter element when terminal element ∆P is reached. The previous Multi-pass procedure, ISO 4572, reported a parameter called apparent capacity. This was the amount of ISO test dust added to the test system until the terminal differential pressure (∆P) was reached. The term “capacity” was removed from this parameter in the latest ISO standard, ISO 16889, and this value is just called “contaminant mass injected” because the parameter is misleading and does not relate to capacity or indicate whether the dirt is actually removed. Using the parameter “Retained Capacity” is an improvement over the old apparent capacity; however, it too can be misleading if used to estimate filter service life.
Test Parameters That Affect Dirt Capacity
Several test parameters such as flow rate, type of contaminant and terminal pressure drop have a dramatic effect on measured dirt capacity. Although most test procedures are written with standardized parameters to produce repeatable and reproducible results, important variables such as flow rate and terminal pressure drop are often left to the discretion of the test laboratory. Dirt capacity values should only be compared for filters tested under similar conditions.
This is difficult because most manufacturers do not publish complete data or details of their test conditions. Hence, the only way to insure reliable data for comparison is to obtain results from one laboratory that has performed “side-by-side”testing under identical conditions. (NOTE:even when accurate comparative dirt capacity data are obtained using this method,the correlation between dirt capacity and comparative element service life is poor and unverified–see later section, Factors That Affect Filter Service Life.)
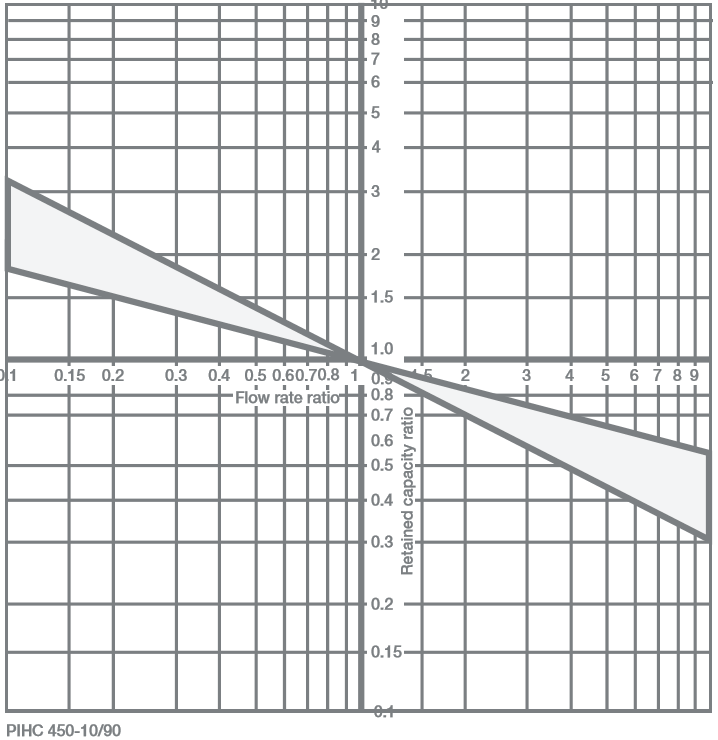
Figure 2: Multi-Pass Test Flow Rate vs. Dirt Capacity
Graph shows the influence of flow rate on filter dirt capacity normalized to their respective test values. Generally the higher the flow rate, the lower the dirt capacity, and vice versa. For instance, at onehalf the test flow rate, measured dirt capacity is 1.2 to 1.4 times the retained capacity. Thus, when comparing filters, care must be taken to ensure that the test flow rates are equal.
Flow rate: Studies have shown that the lower the flow rate, the higher the measured dirt capacity, and vice versa. The results shown in Figure 2 are based on numerous laboratory tests of various grades and types of filter media. Because of the significance of flow rate, the test flow should always be specified when a dirt capacity value is reported.
Type of contaminant: The standard Multi-pass test (ISO 16889) calls for using ISO Medium Test Dust (ISO MTD) as the test contaminant. As long as test laboratories continue to use this contaminant, measured dirt capacity values should be repeatable. The previous ISO procedure, ISO 4572, specified the use of AC Fine Test Dust (ACFTD), which has a somewhat different particle size distribution and can produce substantially different dirt capacity results. We typically find a dirt capacity difference of 10-40% when using ISO MTD versus ACFTD. When comparing dirt capacity values, care must be taken to ensure that the same contaminants were used.
Terminal pressure drop: The terminal pressure drop is the differential pressure across the filter element when its life is considered to be exhausted (Figure 3). This value is not specified by the Multi-pass procedure but is left to the discretion of the filter manufacturer or test laboratory. However, it should equal the highest pressure drop the filter is expected to encounter in service. The higher the terminal pressure drop,the higher the dirt capacity. Typical variations are less than 10% unless large differences in terminal pressure drops are used.
Factors That Affect Filter Service Life
The service life of a hydraulic or lubricating oil filter is defined as the length of time the element can be used in an actual system before reaching a specified terminal pressure drop. Service life is important because it indicates how often the filter element must be changed,and should be part of the user’s preventive maintenance program.
Several factors affect the useful service life of a filter, many of which are concerned with operational integrity, such as cold start, flow fatigue, collapse/burst pressures, material compatibility, and other dynamic stresses. It is important to avoid underrating these factors by excessive focus on the less important dirt capacity. All factors must be considered when selecting a filter; however, discussion of factors other than dirt capacity is beyond the scope of this article.
Contamination related factors that influence the service life of a filter include dirt capacity,contaminant particle size distribution,and rate of contaminant introduction.
Dirt Capacity: If all other factors are equal, a filter with a higher dirt capacity should have a longer operating service life. However,this ideal situation is practically impossible to produce because other factors inevitably interfere. For instance, if two otherwise identical filters, one with twice the area of the other,were installed in a system, the larger filter would provide more than just twice the life because of the difference in flow density (flow rate per unit area).
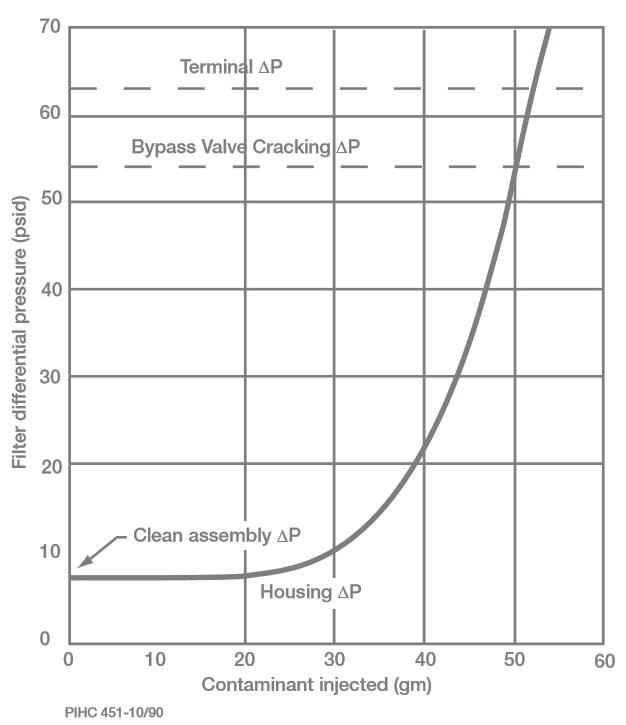
Figure 3: Typical Filter Dirt Loading Curve
Dirt loading curve illustrates that pressure drop across a filter remains relatively constant during the first 75% of life, then rises sharply to the terminal pressure drop. Because of the steep rise near the end of life, small variations in terminal pressure drop have little effect on useful service life.
Particle size distribution: As noted earlier, laboratory tests have shown that particle size distribution of the test contaminant dramatically affects dirt capacity. This effect also is present in actual field operation to the extent that the size distribution of real-life contaminant is determined by the system and the filter performance and thereby differs from that of ISO Medium Test Dust.
The particles that plug a filter most rapidly are those nearly the same size as the filter pores. Studies have shown that the capacity of fine filters dramatically increases if coarse contamination is used,while it decreases if ultra-fine contamination is used. The opposite is true for coarse filters.
Contaminant introduction: Once the filter is installed in a system, the factor that influences service life most is the rate at which the contaminant is introduced to the fluid. A higher rate of contaminant introduction generally reduces the element service life. Contaminant has three primary sources: built-in, ingested from outside, and internally generated.
Built-in: Contaminants that are usually left inside hydraulic and lubricating systems when they are assembled typically consist of debris inside components, weld slag, rust, Teflon tape, paint chips and initial contamination in the new oil. This built-in contamination should be removed by flushing, therefore eliminating any influence on the average service life of the system filter.
Ingested: Ingested contaminants enter a system through reservoir breathers, cylinder-rod wiper seals,and pump and valve seals,as well as during maintenance. These contaminants can be controlled by using reservoir breather filters, selecting high quality rod wiper seals, and conducting maintenance under clean conditions. Contaminant ingestion rates are normally considered independent of the system filter; however, poorly filtered systems wear out faster, requiring more frequent maintenance resulting in higher dirt ingestion. Obviously, if ingested contamination is not controlled,it will shorten filter life.
Internal generation: The principal source of contamination in today’s well-designed systems is internal wear. Wear debris can be generated in pumps, motors, valves, cylinders, gearboxes,transmissions and nearly all other components due to abrasive,erosive,or adhesive wear. Metal particles generated by wear usually are work hardened, so they are harder than their parent surface. If they are not removed by filtration,and are allowed to recirculate in the system,they will produce additional wear. This is called the “chain reaction of wear”and will continue until the particles are removed.
Chain Reaction of Wear
The chain reaction is obviously more severe if coarse filters are used. This is due to their failure to capture the wear-generated particles that can cause this additional wear. In a test of the effect of different filters (Fig. 4) on an actual operating hydraulic system,a conventional coarse (β21(c) = 2) filter was retrofitted with a high efficiency (β5(c) = 1000) filter element. In 20 minutes, the particle count larger than 6 µm(c) was reduced from 20,000 to 200 particles per mL. During the next 300 hours, the contamination level was futher reduced to less than 25 particles per mL. A new conventional coarse element was reinstalled, and after 100 hours, the particle count had climbed back up to over 8,000 particles per mL. This illustrates the ability of a fine filter to keep system contamination at a low level.
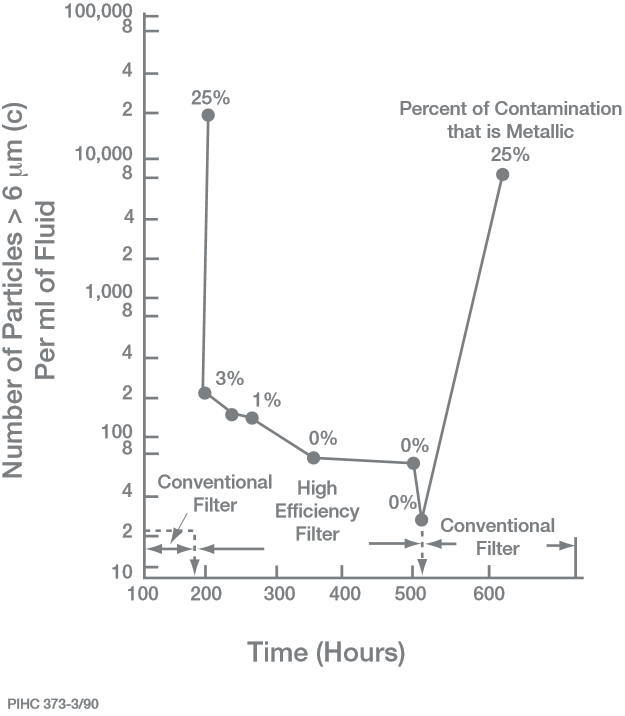
Figure 4: Eliminating the Chain-Reaction of Wear
Particles generated as a result of abrasive wear are work hardened; thus they become harder than the parent surface and, if not removed by proper filtration, will recirculate to cause additional wear. This "chainreaction-of-wear" will continue and result in premature system component failure unless adequate filtration is applied to “break the chain.” In today's conventionally filtered hydraulic and lubrication systems, internally generated wear debris is the principal source of contamination.
The most important result of this test was the reduction in the percentage of metallic particles from 25% to 0% when the fine filter was used. This indicates that the chain reaction of wear had been broken. When the coarse filter was reinstalled, a higher contamination level was allowed to circulate, the wear process was restarted, and the metallic content immediately increased.
Many studies conducted to estimate the total amount of contamination introduced into a system have ignored wear-generated particles. These studies have tried treating the rate of introduction as a constant value, due primarily to ingestion. Such rates cannot be used to estimate filter service life because the total rate depends on the quality of the filter and the contamination level it maintains. In tightly closed systems, internal generation is the primary source of contamination; hence, elimination of wear also tends to minimize the major source of contamination.
Selecting Long-Life Filters
The primary objective when selecting a filter is choosing one that will consistently - in all operating conditions - control the particles in the size ranges that are damaging to the system. Then the filter should be sized to provide economic service life. Because the total service life depends on the amount of contamination in the system as well as the filter operating conditions, all these parameters should be considered when selecting and sizing a filter.
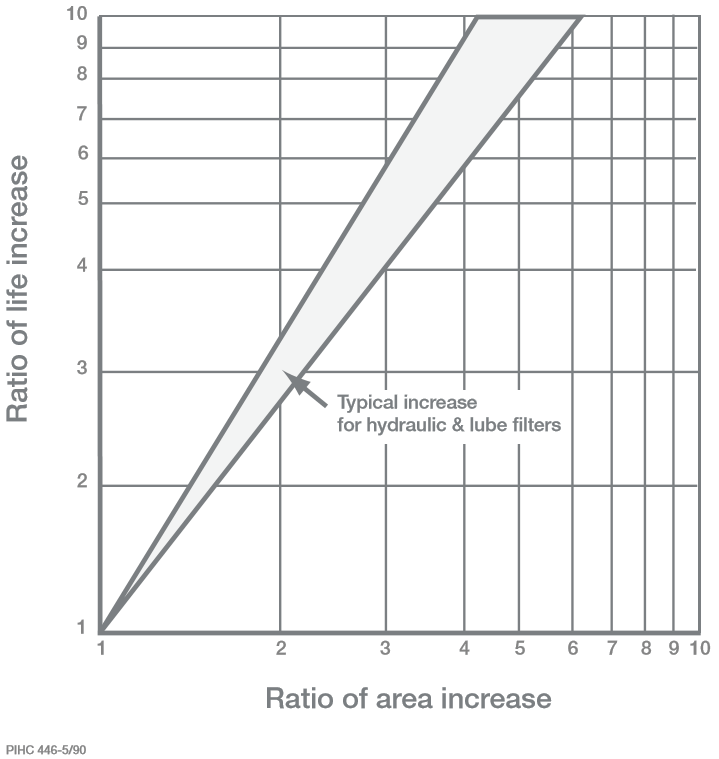
Figure 5: Effects of Filter SIze on Service Filter
Several guidelines can be used in selecting filters to provide long service life. They are:
- Select a filter to protect the critical clearances in system components.
- Do not use coarse filters in an attempt to obtain longer life.
- Use high beta rated (βx(c) > 2000) filters to control the system cleanliness level and to lower the total amount of contamination by reducing wear generated particles. This will extend filter life and the life of other system components.
- Select a filter that is resistant to all the system operating conditions such as cold, heat, cyclic flow, etc
- Use large filters to produce longer service life. For the same system flow rate, a large filter benefits from increased surface area and reduced flow density (see Figure 5).
- Select a filter with a long in-field service life determined by field evaluation. When dirt capacity values are used as part of a full performance specification, be sure that comparisons are made using Retained Capacity and only between filters with equivalent efficiencies [Beta (β) ratios] and that the dirt capacity values were measured under identical conditions of flow rate, terminal pressure drop, type of dust,etc. Otherwise, this dirt capacity comparison will be misleading.
- Use a high bypass valve setting because a higher differential pressure means longer life. Although the extent of life increase is small,it may be of help in reaching the specified goal. A higher bypass value cracking pressure, however, will expose filter elements to higher fatigue stresses, and the small increase in life may not be justified. Careful selection and sizing will optimize service life in operation.
- Expect short life initially when a finer filter is used in place of a coarse one. This is because a finer filter must first clean up the dirt left in the system by the coarse filter. In time, the fine filter will break the chain-reaction-of-wear and provide longer filter service life.