컴프레서, 버너 팁, 아민 및 글리콜 장치, 분자체 및 수은 보호 베드 보호용
개요
가스 스트림에서 액체와 고형물을 제거하는 일은 정유 및 가스 처리 어플리케이션에서 매우 중요한 요소입니다. 이러한 오염물질을 효과적으로 제거하면 컴프레서, 터빈, 버너 등 다운스트림 장비에서 발생하는 비용이 많이 드는 문제들과 가동 중단을 예방할 수 있습니다. 또한 탄화수소와 고체 오염물질이 있으면 아민 컨택터 타워에서 거품이 생겨 촉매 공정에서 조기에 촉매를 교환해 주어야 합니다. 실린더에 윤활유를 사용하는 컴프레서의 경우 윤활유가 방출 가스에 섞여들어 후단 오염을 야기하기 쉽습니다. 열 교환기에 침전된 얇은 탄화수소 막이 두꺼워지고 코크스가 되면서 열전도 효율이 저하되고 에너지 소모가 늘어나며 핫스폿과 누출 위험이 발생합니다.
기체에서 액체와 고체를 제거하는 제거 메커니즘 유형
특정 가스 액체 분기 기술을 평가하기 전에 가스의 액체와 고형물 제거에 사용되는 메커니즘을 이해하는 것이 중요합니다. 이러한 방식들은 4개의 카테고리로 분류할 수 있습니다.2
중력 침강
첫 번째로, 가장 이해하기 쉬운 방식은 중력 침강입니다. 이는 가스 흐름에 의해 생성되는 인력을 액적이나 입자의 무게(예: 중력의 힘)가 초과할 때 발생합니다.
원심 분리
이와 관련이 있으며 보다 효율적인 방식은 원심 분리로서, 가스 흐름에 의해 생성되는 인력을 원심력이 초과할 때 발생합니다. 원심력은 중력의 힘보다 여러 배나 더 클 수 있습니다.
관성 충돌
세 번째 고체 및 액체 가스 분리 메커니즘은 관성 충돌이라고 부르는 것으로 가스가 파이버나 침해 배리어와 같은 네트워크를 통과할 때 발생합니다. 이 경우 가스 스트림은 이러한 장애물을 따라 구불구불한 길을 따라가는 한편 고체나 액적은 곧장 앞으로 나가려는 경향이 있어 이러한 장애물에 충돌하게 됩니다. 이러한 상황이 발생하면 액적이나 입자는 점성을 잃거나 유착되어 결국에는 용기 바닥에 떨어지거나 파이버 미디어에 걸리게 됩니다.
액체/고체 가스 분리
마지막으로 네 번째 액체 및 고체 가스 분리 공정은 에어로졸이 극히 소량일 때(0.1µm 미만) 발생합니다. 확산 포집 또는 브라운 운동이라고 부르는 이 방식은 소량의 에어로졸이 가스 분자와 충돌할 때 발생합니다. 이러한 충돌 결과 에어로졸이 배리어를 따라가는 유체 경로에서 이탈하게 되면서 에어로졸이 파이버 표면에 부딪혀 제거될 가능성이 높아집니다.3
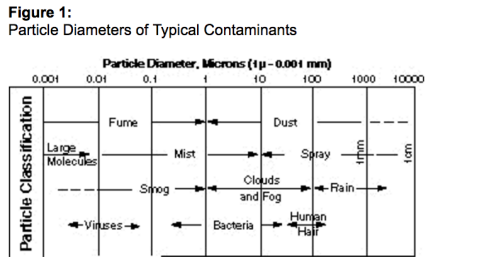
이 문서에서는 액적과 입자 크기를 마이크론 단위로 나타냅니다. 1미크론은 1mm의 1/1,000 또는 1인치의 39/1,000,000에 해당하는 길이입니다.
그림 1에는 다양한 물질의 크기가 미크론으로 표시되어 있습니다.
액체/가스 분리기 유형 및 그에 사용되는 기술
여러 가지 기술을 이용하여 액체 가스 및 고체 가스를 분리할 수 있습니다. 이 문서에서는 먼저 다음과 같은 기체/액체 분리 기술에 대한 선택 기준을 제공합니다.
- 중력식 분리기
- 원심 분리기
- 필터 베인 분리기
- 미스트 제거기 패드
- 액체/가스 코어레서
그 다음에는 액체/가스 유착 기술을 사용하여 가스의 미세 에어로졸을 분리하는 방법을 중심으로 설명합니다.
중력식 분리기
중력식 분리기 또는 녹아웃 드럼에서는 중력으로 분리가 제어됩니다. 가스 속도가 낮고 용기 크기가 클수록 액체/가스 분리 효율이 높아집니다. 침강이 이루어지려면 큰 용기가 필요하므로 중력식 분리기는 300미크론 미만의 액적 제거에는 적합하지 않습니다⁴. 녹아웃 드럼은 주로 벌크를 분리할 때나 첫 단계 스크러버로 사용됩니다. 녹아웃 드럼은 부조 시스템이나 파울링 서비스와 같이 용기 내부를 최소로 유지해야 하는 경우에도 유용합니다⁵. 높은 분리 효율이 필요한 상황에서 중력 분리기를 유일한 제거 수단으로 사용하는 것은 좋지 않습니다.
원심 분리기
원심 분리기 또는 사이클론 분리기에서는 원심력이 중력보다 여러 배 큰 힘으로 에어로졸에 작용할 수 있습니다. 일반적으로 사이클론 분리기는 지름이 100µm 이상인 에어로졸 제거에 사용되며, 사이클론의 크기를 적절히 조절하면 10µm 정도로 작은 크기의 에어로졸에 대해서도 웬만한 제거 효율을 얻을 수 있습니다. 10µm⁶ 미만의 미스트 입자에 대한 사이클론의 제거 효율은 매우 낮습니다. 사이클론과 녹아웃 드럼은 모두 왁스 또는 코우킹 (Coking) 재질에 적합합니다.
미스트 제거기
미스트 제거기 패드의 고체/액체 가스 분리 메커니즘은 관성 충돌입니다. 일반적으로 미스트 제거기 패드는 파이버나 편물 메시로 구성되며 1마이크론 ~ 5마이크론 크기의 액적을 제거할 수 있으나, 이 패드가 든 용기는 액체의 재비산을 방지하기 위해 저속으로 작동해야 하기 때문에 비교적 크기가 큽니다.
필터 베인 분리기
베인 분리기는 용기 안에 든 일련의 배플이나 플레이트입니다. 이 분리 제어 방식도 관성 충돌입니다. 베인 분리기는 질량 속도에 따라 제거 효율이 달라지지만 일반적으로 미스트 제거기보다 높은 속도에서 작동됩니다. 그 이유는 주로 액체 배수 효과가 크면 액체 재비산이 줄어들기 때문입니다. 그러나 구불구불한 네트워크를 구성하는 플레이트들 사이의 통로가 비교적 넓기 때문에 베인 분리기는 비교적 크기가 큰 액적(10미크론 이상)만 제거할 수 있습니다. 베인 분리기는 주로 가스 속도가 설계 속도⁷를 초과할 때 미스트 제거기 패드 용기를 개조하기 위해 사용됩니다.
액체/가스 코어레서
액체/가스 코어레서 카트리지는 미스트 제거기 패드와 베인 분리기의 기능이 결합된 것이지만 보통 벌크 액체 제거용으로는 적합하지 않습니다. 벌크 액체 시스템의 경우 녹아웃 드럼이나 침해 분리기의 후단에 고효율 코어레서를 주로 배치합니다. 외부 표면이 피복된 매우 가는 섬유질 묶음을 가스가 통과하면서 액체 배수를 촉진합니다(아래의 그림 2 참조). 코어레서 카트리지는 0.1미크론의 액적까지 잡아낼 수 있습니다. 적절히 설계하고 크기를 조절할 경우, 유착된 액적이 섬유질 팩에서 배수되어 미스트 제거기 패드 및 베인 분리기보다 가스 속도가 훨씬 빨라지며 액체 재비산이나 어셈블리 사이의 압력 저하도 일어나지 않습니다.

표 1은 이러한 각 기술을 요약하고 적절한 선택 지침을 제공합니다. 보는 바와 같이 5µm 미만의 극히 미세한 에어로졸이 포함된 시스템의 경우 코어레서를 선택해야 합니다. 가스에서 극히 미세한 에어로졸을 제거하면 컴프레서 시스템이 경제적이고 믿을 수 있는 방식으로 작동되며 유지관리 부담도 줄어듭니다.

미세 에어로졸의 형성
여러 가지 방법으로 극히 미세한 액체 에어로졸이 가스 스트림에 유입될 수 있습니다.
1. 포화 증기 응결
2. 자동화 (흐름 제한을 통한 스프레이 효과) 및
3. 액체 재유입
최근 천연 가스 흐름의 에어로졸 크기 분포에 대한 연구에서는 초크 밸브 및 기타 제한이 있을 때마다⁹ 또는 증기가 이슬점에 다다를 때, 5마이크론 미만의 액적이 상당량 발생한다는 사실이 확인되었습니다.¹⁰ 그림 3에 표시된 측정을 수행하여 베인 세퍼레이터 (Vane Separators) 후단에서 샘플을 채취한 천연가스 후단의 액체 에어로졸 농도를 확인했습니다(중력 분리기와 수평 필터 배리어 조합, 미스트 제거 패드와 같음). 이 결과를 통해 대부분의 경우 대량의 에어로졸이 이러한 유형의 분리기를 통과할 수 있음을 알 수 있습니다. 액적이 너무 작아 이러한 분리 장치로는 포집되지 않기 때문입니다. 따라서 액체/가스 코어레서는 다운스트림 장비를 보호하거나 귀중한 액체 생성물을 회수하기 위해 높은 회수율이 필요한 경우에 선택해야 합니다.

등급/크기
코어레서는 가스의 미세한 고체 입자와 액체 에어로졸 유착을 모두 여과한다는 점에서 필터와 다르다는 점에 주의해야 합니다. 액체 제거와 관련하여 코어레서의 최종 성능에는 그 크기와 등급 기준이 매우 중요합니다. 크기가 작은 코어레서의 경우 결과적으로 지속적인 액체 재비산, 매우 낮은 액체 가스 분리 효율 및 공정 변화에 대한 취약성이라는 문제가 나타납니다. 그림 4에는 코어레서 크기의 중요성이 표시되어 있으며, 코어레서에 지나치게 많은 액체가 가해지면(가스 스트림의 에어로졸 농도가 높거나 높은 가스 유량 때문) 그 성능이 매우 급속히 떨어질 수 있음을 보여줍니다. 바로 이 점이 대부분의 다른 분리 장치와 특별히 다른 점입니다. 다른 장치의 경우 정격 최대치를 넘어서도 성능이 서서히 저하됩니다.

기존의 코어레서 성능 검증 수단은 DOP(프탈산다이옥실) 테스트입니다¹¹. 이 테스트에서는 지름이 0.3µm이고 단순 분사된 에어로졸이 제어 조건 이하인 DOP 증기 농도에 의해 지속적으로 생성됩니다. 에어로졸 생성이 안정화(일정한 입자 크기 및 에어로졸 농도)되면 광 산란 광도계로 코어레서 업스트림과 후단의 DOP 농도를 측정합니다. 그 결과는 사용된 유량 중 DOP 투과 비율(%)로 나타냅니다.
DOP 테스트의 일부 주요 결점¹²
1. 이 테스트는 건조하거나 비포화 상태인 카트리지상에서 수행됩니다. 건조한 카트리지는 본질적으로 스폰지와 같아 이를 통과하는 모든 액체를 흡수합니다. DOP 테스트로 측정할 수 없는 것은 액체가 코어레서 미디어를 포화시켜 후단에서 재비산될 경우 코어레서가 액체를 잔류시킬 수 있는 능력입니다.
2. 이것이 두 번째 결함으로 이어집니다. 포화된 엘리먼트 전체의 실제 압력 저하와 비교할 때 어셈블리에서 측정되는 압력 저하가 과소평가된다는 점입니다. 포화된 DP는 청정 DP에 비해 약 2~4 배 큽니다.
3. 이 테스트는 실제 작동 압력과는 매우 다른 가스 특성(밀도와 점도)이 나타나는 부분 진공 상태에서 수행됩니다. DOP 테스트 조건 때문에 코어레서 엘리먼트의 효율이 과장되게 나타나는 경향이 있습니다.
DOP 테스트의 결함을 피하기 위해 Pall은 LASE(액체 에어로졸 분리 효율) 테스트를 개발했습니다. 이 테스트는 정유공장이나 가스 처리 공장과 더 유사한 조건 하에서 압축된 가스 스트림의 코어레서 성능을 측정하기 위해 전용으로 개발된 테스트입니다. 이 테스트에 사용되는 시스템이 그림 5에 구성도로 제시되어 있습니다.

LASE 테스트는 다음과 같은 점에서 DOP 테스트와 다릅니다.
1. 보다 정확하고 의미있는 효율 측정값을 제공합니다. DOP 효율은 기본적으로 0.3µm 크기의 프탈산다이옥실 액적 중 몇 퍼센트가 건조한 코어레서로 제거되는지 알려 줍니다. 액체 에어로졸 분리 효율 시험은 코어레서 가스 후단에 몇 ppmw의 오염물질이 있는지 알려 줍니다. 다시 말해 액체 에어로졸 분리 효율 시험은 다운스트림 장비가 노출되는 오염물질의 양을 알려 줍니다.
2. DOP는 가스 처리 또는 정유공장 가스 스트림에서 흔히 볼 수 없는 액체인 단순 분사(예: 동일 크기)된 DOP 액적을 사용하며, LASE 테스트는 액적 크기가 0.1~0.9µm인 윤활유를 사용합니다.
3. LASE 테스트는 포화된 카트리지에서 실행하고 양압 하에서 수행함으로써 공정 조건을 매우 유사하게 시뮬레이션합니다.
표 2는 DOP와 LASE 테스트를 비교하여 보여 줍니다.

설계 및 크기에 미치는 영향
코어레서 설계를 개선하는 목적은 효율을 극대화하는 한편 액체 재비산을 예방하는 데 있습니다. 재비산은 코어레서 엘리먼트에 축적된 액적이 기존 가스에 의해 전달될 때 발생합니다. 이는 기존 가스 속도 또는 환상 속도가 배수 액적의 중력을 초과할 때 발생합니다.
앞에서 정확한 코어레서 크기의 중요성에 대해 설명했습니다. 코어레서를 설계하고 크기를 정할 때는 다음과 같은 인자를 고려해야 합니다.
- 배지를 통과하는 가스 속도
- 배지를 빠져 나가는 가스의 환형 속도
- 주입 가스의 고체 및 액체 에어로졸 농도
- 코어레서의 배수 가능성
주입 에어로졸 농도를 제외한 이 모든 요인은 제어 가능합니다. 가스 유량이 일정할 때 배지 속도는 미디어 공극 구조의 코어레서를 변경하거나 사용되는 카트리지 개수를 늘리거나 줄이는 방식으로 제어할 수 있습니다. 그러나 미디어가 거칠수록 코어레서의 액체 제거 효율은 낮아집니다.
가스 유량이 일정할 때 가스의 배출 속도는 용기나 카트리지 사이 공간의 크기를 늘리거나 줄이는 방식으로 제어할 수 있습니다.
표면 에너지가 낮은 코어레서 소재를 선택하거나 미디어 표면 에너지를 유착 대상 액체의 표면 장력 아래로 낮추는 케미컬로 코어레서 미디어를 처리하여 배수 상태를 개선할 수 있습니다¹³. 표면 에너지가 낮은 소재를 사용하면 액체가 필터 미디어를 적시지 않도록 방지하고 미디어 파이버를 따라 액체가 배수되는 속도를 높일 수 있습니다. 섬유 소재 위에 유착된 액체는 공극 사이에 쌓이지 않고 신속히 섬유 네트워크를 통과하여 떨어집니다. 그렇지 않을 경우 액체를 가스로 밀어보내야 하거나 재비산됩니다. 그림 6은 케미컬 처리가 코어레서에 미치는 영향을 보여 줍니다. 케미컬 처리된 카트리지의 최대 유량은 처리되지 않은 유사 카트리지의 두 배가 넘는다는 것을 알 수 있습니다.

이 설계 인자를 통해 극세 공극이 있는 카트리지가 다수 포함된 대형 하우징은 가스 흐름에서 만날 수 있는 모든 액체 문제를 쉽게 제거할 수 있다는 결론을 내릴 수 있습니다. 당연히 이러한 용기와 관련된 비용도 매우 높습니다. 용기 크기와 카트리지 양을 줄이면 재비산 우려가 있고 제거 효율도 낮아집니다. 또한 어셈블리 크기가 줄면 압력 저하가 심해져 운영비가 늘어날 수 있습니다. 따라서 최적화가 필요합니다. 코어레서 어셈블리를 평가할 때는 어셈블리 크기 결정 시 이 모든 인자를 고려해야 합니다. 코어레서는 녹아웃 드럼이나 기타 침해 분리기와 함께 사용하면 가장 효과적입니다.
액체/가스 코어레서의 현장 테스트
액체를 제거해야 하는 가스 흐름의 현장 테스트를 통해 다음과 같은 정보를 얻을 수 있습니다.
1. 가스에 포함된 액체의 양
2. 효과적으로 액체를 유착할 수 있는 능력
3. 고체 입자 물질 포함량.
결과적으로 정확한 샘플 채취가 매우 중요합니다. 가스에 포함된 액체의 양과 성격을 판단하려면 테스트 코어레서 카트리지를 통과하는 가스 유량을 정확히 측정하는 것이 매우 중요합니다.
이를 위해 측면 스트림 액체/가스 코어레서를 테스트할 수 있는 완전한 테스트 키트가 설계되어 있습니다. 이 테스트 키트는 그림 7에 제시되어 있습니다. 구성품: (1) 분리된 기름통에 작은 볼 밸브로 연결된 카트리지 하나당 코어레서 하우징 1개, (2) 플랜지, 오리피스 플레이트, 차압 게이지가 들어있는 코어레서 하우징의 후단에 오리피스 유량계, (3) 코어레서 하우징을 통과하는 가스 유량 조절 니들 밸브, (4) 코어레서 하우징 업스트림과 후단에 하나씩 샘플 포트 2개(여기에 가스 테스트 키트 2개를 동시에 연결하여 유입 및 배출 가스의 품질 분석 가능), (5) 테스트 키트를 주 가스선과 배출선에 연결하는 유연하고 긴 스테인리스 스틸 호스 2개입니다.

테스트 절차
현장 테스트를 위한 방문 전에 공장에 연락하여 시스템 조건(압력, 온도, 가스 유량, 가스 유형 및 해당되는 경우 가스 흐름에 포함된 액체 농도)을 알아봅니다. 이 정보를 바탕으로 표시된 범위 내의 가스 유량을 측정하기 위한 오리피스 플레이트를 선택합니다. 이 오리피스는 또한 압력 저하를 최소화하여 가스 응축 및 수화물 형성을 유발하지 않는 것이어야 합니다.
측면 스트림 테스트 키트를 연결한 다음 재비산되지 않도록 유량을 필수 유량 미만으로 조절합니다. 코어레서 카트리지가 포화되면 코어레서 하우징 업스트림과 후단에 있는 테스트 지그에 테스트 멤브레인을 삽입하고 카트리지 포화 기간 중 쌓인 액체를 기름통에서 비우면 실제 테스트가 시작됩니다.
테스트가 끝나면 기름통에 쌓인 액체량을 측정하고 후속 실험실 분석을 위해 샘플 병에 포집합니다. 테스트 멤브레인도 수합하여 가스 안에 떠 있는 고형물의 양과 이러한 고형 오염물질의 정체를 파악합니다. 액체 에어로졸 농도는 유착된 액체의 양과 샘플 채취된 가스의 양으로 결정됩니다.
현장 테스트 결과
가스 처리 공장과 정유공장 양쪽의 49개 가스 흐름(천연 가스, 이산화탄소, 수소 및 연료 가스)에 대한 현장 테스트 결과는 대부분의 가스 흐름에 상당량의 액체가 포함되어 있음을 보여 줍니다. 그림 8은 이러한 테스트 결과를 요약하여 보여 줍니다. 테스트 대상 49개 스트림 중 85%(테스트 49개 중 43개)의 액체 농도가 1ppmw이 넘었습니다. 이 정도의 액체 농도는 상당한 회전 장비의 문제를 야기할 수 있으며 아민 접촉 장치의 공정 작업에 악영향을 미칠 수 있습니다.

결론
1. 가스/액체 분리 기술을 선택하려면 공정 조건에 대한 지식뿐 아니라 액체 오염물질의 특성에 대한 지식도 필요합니다. 액적 크기, 농도 및 액체에 왁싱 또는 파울링 경향이 있는지 여부를 근거로 선택해야 합니다.
2. 현장 데이터 분석을 통해 대부분의 가스 공정에 매우 미세한 액적(1마이크론 미만)이 포함되어 있기 때문에 다운스트림 장비 보호나 귀중한 액체 회수를 위해 높은 회수율이 필요한 경우에는 언제나 고효율 액체/가스 코어레서를 사용하는 것이 좋습니다.
3. 코어레서의 크기와 설계는 매우 중요합니다. 에어로졸 농도가 높거나 가스 유량이 많아 코어레서에 지나치게 많은 액체가 가해지면 그 효율이 매우 급속히 떨어집니다.
4. LASE(액체 에어로졸 분리 효율) 테스트는 실제 작동 조건(포화된 엘리먼트, 실제 압력 저하 및 가스 특성(밀도, 점도))과 매우 비슷한 조건 하에서 코어레서 카트리지를 테스트할 수 있기 때문에 액체/가스 코어레서에 대한 의미 있는 성능 테스트라고 할 수 있습니다.
5. 코어레서 미디어를 표면 처리한 결과 섬유 재질의 액체 배수력이 향상되었으며 주어진 유량을 처리하는 데 필요한 카트리지 수가 50% 감소했습니다.
6. 현장 테스트는 정유공장과 가스 처리 공장의 가스 흐름에 상당량의 액체가 포함되어 있음을 보여 주었습니다.
참고 문헌
1. C.R. Pauley, D.G. Langston, F. C. Betts, "Redesigned Filters Solve Foaming, Amine Loss Problems at Louisiana Gas Plant", Oil & Gas Journal, 1991년 2월 4일.
2. Perry’s Chemical Engineers’ Handbook, 6판, McGraw-Hill, 뉴욕, 1984년, 챕터 18, pp.48-56.
3. Perry’s Chemical Engineers’ Handbook, 6판, McGraw-Hill, 뉴욕, 1984년, 챕터 18, pp.48-56.
4. K. J. Fewel Jr., J. A. Kean, “Computer Modeling Aids Separator Retrofit, ”Oil & Gas Journal, 1992년 7월 6일.
5. A. K. Coker, “Computer Program Enhances Guidelines for Gas-Liquid Separation Designs”, Oil & Gas Journal, 1993년 5월 10일.
6. Perry’s Chemical Engineers’ Handbook, 6판, McGraw-Hill, 뉴욕, 1984년, 챕터 18, pp.48-56.
7. K. J. Fewel Jr., J. A. Kean, “Computer Modeling Aids Separator Retrofit,” Oil & Gas Journal, 1992년 7월 6일.
8. Perry’s Chemical Engineers’ Handbook, 6판, McGraw-Hill, 뉴욕, 1984년, 챕터 18, pp.48-56.
9. C. A. G. Regan 및 M. Baker, "A Novel Separator/Scrubber Design Program - The Impact of Upstream and Downstream Equipment on Separation Performance", 가스처리협회 9차 대륙간 회의 유럽 지부에서 발표된 논문, 1992년 5월 14일~15일.
10. Perry’s Chemical Engineers’ Handbook, 6판, McGraw-Hill, 뉴욕, 1984년, 챕터 18, pp.48-56.
11. C. Dickenson, "Filters and Filtration Handbook", 3판, Elsevier Adv. Tech, Oxford, 1992년, pp. 44-47.
12. K. Williamson, S. Tousi 및 R. Hashemi, "Recent Developments in Performance Rating of Gas/Liquid Coalescer", 미국여과협회 1차 연례총회에서 발표된 논문, 3월 21~25일, 메릴랜드 주 오션시티.
13. J. D. Miller, E. E. Koslow, K. W. Williamson, U. S. Patent 4,676,807, 1987년 6월 30일, id., U. S. Patent 4,759,782, 1988년 7월 26일.
공정 효율 향상에 대한 자세한 정보는 여과 전문팀에 문의하세요.