




Werden Sie Teil der Brauerei-Crew! Nehmen Sie Kontakt mit uns auf und sprechen Sie mit einem unserer Fachleute.
Bierrückgewinnung: Maximierung von Effizienz und Ertrag in kommerziellen Brauereien
Da Brauereien einem zunehmenden Druck durch steigende Rohstoff- und Energiekosten ausgesetzt sind, ist die Heferückgewinnung zu einer Schlüsselstrategie zur Verbesserung von Nachhaltigkeit und Rentabilität geworden. Durch die Rückgewinnung wertvollen Bierextrakts aus überschüssiger Hefe können Brauereien ihren Abfall erheblich reduzieren und die Produktionseffizienz steigern.
Was ist Bierrückgewinnung?
Bei der Bierrückgewinnung handelt es sich um den Prozess der Extraktion von Restbier aus überschüssiger Hefe, die während der Gärung entsteht. Dieses wiedergewonnene Bier kann sicher in das Endprodukt zurückgemischt werden – bis zu 5 Vol.-% – ohne dabei den Geschmack oder die Qualität zu beeinträchtigen. Es handelt sich um eine kostengünstige, nachhaltige Lösung, die Brauereien hilft, mehr aus jeder Charge herauszuholen.
Das Keraflux® Bierrückgewinnungssystem
Die Keraflux® Plattform von Pall ist eine hochmoderne Lösung zur Heferückgewinnung in kommerziellen Brauereien. Es wurde für Bioproduktströme mit hohem Feststoffanteil entwickelt und bietet folgende Eigenschaften:
- Exekia® Keramikmembranen für hocheffiziente Crossflow-Filtration
- Frequenzgesteuerte Umwälzpumpe mit integriertem Kühler
- Eine CIP-Einheit (Clean-in-Place) für einfache Wartung
- Ein Schaltschrank mit Echtzeitüberwachung und Prozesssteuerung
Dieses modulare Plug-and-Play-System eignet sich ideal für Brauereien, die ihre Bierrückgewinnungsvorgänge mit minimalen Ausfallzeiten skalieren möchten.

Kostensenkung durch Prozesssteuerung
Der Prozess zur Rückgewinnung von Bier aus Überschusshefe nutzt eine keramische Crossflow-Technologie mit spezifischen Steuerfunktionen, um eine Kostensenkung zu erzielen. Die folgende Tabelle beschreibt die Vorteile dieses Prozesses:
| Vorteile | Details |
|---|---|
Kosteneinsparungen |
|
Lange Produktionszyklen und weniger Reinigungszyklen |
Kontinuierliche Anpassung der Prozessparameter auf variable Sollwerte minimiert den Stromverbrauch und sorgt für eine schonende Behandlung der Hefe während des gesamten Prozesses. |
Ertrags-, Energieverbrauchs- und Leistungsverbesserungen | Die Bier-Rückgewinnung wird in einem Chargenprozess durchgeführt, der mehrere Vorteile bietet:
|
Qualitätsverbesserung | Um den Anteil an Bier zu ermitteln, der ohne Beeinträchtigungen der Bierqualität in die Produktion rückgeführt werden kann, wurden mehrere Tests durchgeführt. Eine chemische und sensorische Analyse durch unabhängige Institute zeigte, dass ein Mischanteil von bis zu 5 % des Volumens möglich ist. Die hohe Qualität der rückgewonnenen und gemischten Biere wurde folgendermaßen bestätigt:
– Geschlossenes System für minimale Sauerstoffaufnahme – Klare Abscheidung mit geringer Trübung und nahezu hefefreiem Bier
|
Qualität und Sicherheit bei der Bierrückgewinnung
Unabhängige Tests bestätigen, dass die Bierrückgewinnung die Produktqualität nicht beeinträchtigt. Zu den wichtigsten Erkenntnissen gehören:
- Keine erkennbaren Geschmacksunterschiede durch Expertengremien
- Keine signifikanten Veränderungen bei Estern, Fettsäuren oder Geschmacksstoffen
- Geringe Trübung und minimale Hefepräsenz
- Hohe mikrobiologische Sicherheit mit heißem Wasser von bis zu 90 °C (194 °F)
Membralox® IC Keramikfiltrationsmodule
Für Brauereien, die noch mehr Effizienz anstreben, bieten Membralox® IC-Keramikmembranen:
- Bis zu 45 % mehr Filtrationskapazität als Standardmodule
- Kompaktes Systemdesign mit geringerem Platzbedarf
- Reduzierten Wasser- und Chemikalienverbrauch bei der Reinigung
- Lange Lebensdauer und außergewöhnliche chemische Beständigkeit
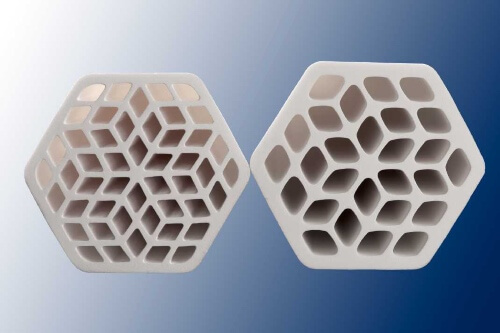
Diese Membranen eignen sich ideal für Anwendungen zur Bierrückgewinnung mit hohem Volumen und sind zu 100 % aus Keramik und auf Blasenbildung geprüft.
Schnelle Kapitalrendite und skalierbare Lösungen
Heferückgewinnungssysteme wie Keraflux und Membralox IC amortisieren sich in nur 1–2 wenigen Jahren und sind für Brauereien jeder Größe eine kluge Investition. Um spezifischen Produktionsanforderungen gerecht zu werden, sind Systeme in mehreren Konfigurationen verfügbar. Die Implementierung eines robusten Bierrückgewinnungssystems verbessert nicht nur die Betriebseffizienz, sondern unterstützt auch Nachhaltigkeitsziele. Egal, ob Sie ein Handwerksbrauer oder ein Großproduzent sind – die Bierrückgewinnung ist eine bewährte Strategie zur Maximierung des Ertrags und Minimierung von Abfall.
Literatur
-
SUPRApak™ Tiefenfiltermodule
Download:





